Реферат: Проектирование технологических процессов изготовления деталей
информационный поиск деталей-прототипов, сведений о процессах их обработки и средств технологического оснащения для заимствования;
разработка программ для оборудования с программным управлением (станки с ЧПУ, ГАП и др.).
Использование ЭВМ в ТПП направлено на:
повышение производительности инженерного труда;
повышение качества проектируемых технологических процессов и разрабатываемой технологической оснастки;
снижение трудоемкости работ в проектировании технологических процессов и средств технологического оснащения.
Сферой деятельности технолога в ТПП является:
поиск информации для разработки технологических процессов;
выбор маршрутов технологических операций, формирование операций;
выполнение расчетов для технологического проектирования,
Поиск информации о характеристиках обрабатываемых материалов, оборудовании, технологической оснастке, режимах обработки, трудоемкости по отдельным видам работ является трудоемким, и на него затрачивается около 20% общего бюджета времени разработки технологического процесса.
Информационный поиск поддается автоматизации на основе создания информационно-поисковой системы технологического назначения (ИПС ТН). ЕСТПП устанавливает структуру, состав и формирование ИПС ТН и требования к ним. ИПС ТН решает следующие задачи (применительно к разработке ТП деталей):
ответ на вопросы: о применимости деталей; наличии деталей-прототипов; наличии процессов-прототипов;
поиск типовых решений по выбору: технологических процессов; оснастки; оборудования; средств механизации и автоматизации решения задач ТПП;
поиск типовых программ: проектирования технологических процессов; проектирования оснастки; выбор оборудования; расчета показателей технологичности; расчета нормативов.
ИПС ТН используется для централизованного ввода, корректировки, поиска и выдачи информации. Существует несколько видов ИПС ТН, которые различаются по двум признакам: организационному и техническому.
По организационному признаку установлены следующие виды ИПС ТН: для одного технолога, небольшой группы технологов, для обслуживания технологического подразделения; для предприятия или отрасли.
По техническому признаку установлены следующие виды ИПС ТН: автоматизированные, в которых автоматизирован хотя бы один из процессов информации; механизированные, в которых механизирован хотя бы один из процессов обработки информации; ручные, которые не содержат механизированных или автоматизированных процессов обработки информации.
Носителями информации ИПС ТН могут быть чертежи, каталоги, справочники, магнитные носители, CD-диски. Информация может выдаваться в виде фотографий, документов, визуально (экран монитора).
Типовая структура ИПС ТН состоит из шести подсистем.
Выбор маршрутов технологических операций, формирование операций, выбор технологических баз и т.д., наиболее трудно формализуются и поддаются автоматизации.
Эти работы связаны с оптимизацией технологического проектирования. При нахождении оптимальных решений наиболее важным фактором является формулировка критерия оптимизации при проектировании. В качестве основных критериев при изготовлении деталей используют: минимальные приведенные затраты, минимальную технологическую себестоимость изготовления, максимальную производительность оборудования. Для достижения оптимизации применяют методы линейного и нелинейного программирования. Автоматизированное формирование структуры технологического процесса осуществляется, например, с помощью теории графов. При автоматизированном проектировании технологических процессов используется также диалоговый режим, когда выбор тех или иных решений в сложных ситуациях остается за технологом. Для этого алгоритм маршрута технологического процесса разбивают на отдельные законченные этапы и для каждого этапа определяют, в какой форме в ЭВМ фиксируются результаты поиска. Схема диалога технолога с ЭВМ приведена на рис.
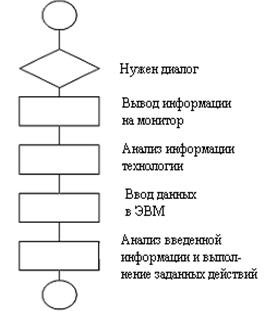
Рис. Функциональная схема диалога технолога с ЭВМ
В соответствии со схемой выведенная на монитор информация анализируется технологом, а затем он вводит в ЭВМ свое решение и дополнительные данные. После этого следует машинный расчет и вывод на экран монитора нового решения. При удовлетворительном решении технолог дает команду на переход к следующему этапу проектирования. В итоге технолог определяет наилучший маршрут следования операций и переходов на основе логического анализа, обобщений и т.д. При диалоге возможны следующие варианты вывода информации из ЭВМ: 1) вывод вариантов решения; 2) вывод промежуточной информации; 3) требования на ввод недостающей информации.
Первый вариант соответствует ситуации, когда выводится несколько возможных вариантов готовых решений. Например, из ЭВМ может поступить задание на выбор одного из возможных вариантов одной заготовки (круглый прокат, отливка, труба) или задание на выбор метода обработки ("данное отверстие сверлить или развертывать"). После анализа выведенных на мониторе вариантов технологу необходимо ввести в ЭВМ указание на то, какой вариант необходимо выбрать.
Второй вариант вывода предназначен для оценки промежуточных результатов, полученных на ЭВМ (ситуация "все ли правильно? "). Технолог анализирует выведенные результаты и при необходимости проводит их корректировку. Например, может выводиться массив с перечислением переходов проектируемой операции. Корректировка массива заключается в удалении некоторых ошибочных переходов, в перестановке переходов или добавлении новых.
Таким образом, над массивом, который может рассчитываться как набор данных, необходимо проводить действия, аналогичные операциям корректировки над элементами и экземплярами набора, предусмотренными в ИПС ТН.
Третий вариант вывода обычно применяется при нехватке информации, требующейся для решения технологической задачи (ситуация "мало данных"). Необходимые данные могут отсутствовать или во входной, или в нормативно-справочной информации.