Реферат: Расчет наматывающего устройства
В целях сохранности фильмокопий особое внимание должно быть уделено наматывающему и тормозному устройству, обеспечивающих плотную намотку рулонов, в которых отсутствует межвитковое скольжение, а усилия на межперфорационные перемычки не должны превышать 5Н. К наматывающим устройствам предъявляются следующие требования:
1) Наматывающее устройство должно обеспечивать формирование рулона заданной емкости и плотности без затягивания витков.
2) Наматывающее устройство должно обеспечивать постоянную в пределах рулона и не превышающую допустимых значений нагрузки на межперфорационные перемычки наматываемой кинопленки.
3) Наматывание кинопленки должно производиться плавно без рывков.
Аналогичные требования предъявляются и к тормозному устройству, когда оно работает в режиме перемотки.
Исходные данные:
- формат киноленты – 35 (мм)
- емкость рулона – 1800 (м)
- скорость наматываемой киноленты – 0,456 (м/с)
- максимальное натяжение киноленты – 8 (Н)
- скорость перематываемой ленты – 6 (м/с)
- толщина киноленты – 1,6 . 10-4 (м).
4.1.1. Выбор радиуса сердечника
Выбор начального радиуса рулона имеет важное значение. Известно, что с увеличением начального радиуса R0 снижается характеристический коэффициент N для разных типов наматывателей. Увеличение R0 целесообразно и для создания условий наматывания рулона без затягивания витков. Оптимальное соотношение конечного RК и начального R0 радиусов рулонов равно двум. Конечный радиус рулона определяем по формуле:
![]()
где S – толщина киноленты;
LK – емкость рулона.
Если задаться соотношением ________ , то получим выражение для оптимального радиуса сердечника:
_________________________-
_________________________
В рулоне, наматываемом на сердечник такого радиуса, должно отсутствовать затягивание витков. В литературе [5] приведена таблица размеров, применяемых в соответствии с ГОСТ 11669-75 сердечников. Из нее видно, что ни один из применяемых сердечников не обеспечивает оптимальных условий наматывания киноленты.
Поэтому принимаем __________
Рассчитываем конечный радиус рулона:
___________________________
4.1.2. Выбор величины минимального натяжения ленты
В кинопроекционной аппаратуре эксплуатируется, как правило, сильнокоробленая лента, обладающая большой величиной жесткости на изгиб. Поэтому, чтобы достигнуть оптимальной плотности рулона, необходимо обеспечить большие величины натяжения киноленты. В процессе эксплуатации фильмокопии подвергаются многократному перематыванию на кинопроекторе или перематывателе. В этом случае требования к плотности рулона также высоки, что и обеспечивает высокие значения ___________
Исходя из сказанного, выбираем ___________ , обеспечивающую плотность рулона 96%.
4.1.3. Условия отсутствия затягивания витков в формируемом рулоне
Причиной возникновения затягивания витков в наматываемом рулоне, как показали многочисленные исследования, являются, в основном, такие дефекты киноленты, как сабельность и коробленность. Вследствие этих дефектов при наматывании киноленты в рулон имеет место неплотное прилегание витков друг к другу, что делает возможным их затягивание.
Подробный анализ этого процесса, выполненный А.М.Мелик-Степаняном и подтвержденный экспериментально на кафедре киновидеоаппаратуры, позволил найти условия, при которых возможно наматывание рулона без затягивания витков. Важно отметить, что при этом нет необходимости полностью устранять межвитковое пространство в формируемом рулоне – для этого требуются чрезмерно высокие значения натяжения ленты (порядка 70-80 Н). Достаточно достичь равновесия моментов, с одной стороны, развиваемого наматывателем, с другой стороны - моментов трения между витками в процессе наматывания всего рулона.
Исходя из этого, было получено выражение для граничных условий затягивания витков в наматываемом рулоне [1]:
![]() , (4.1)
, (4.1)
где Тк – конечное натяжение наматываемой ленты;
R0 , Rк – конечный и начальный радиусы рулона;
ρn – радиус формируемого витка.
Коэффициенты А и а характеризуют физико – механические свойства наматываемой ленты:
А=9,8ּВּγּμ,
Где В – ширина киноленты;
γ – удельная плотность ее материала;
μ – коэффициент трения между витками.
а=2ּπּμ+1.
Подставим числовые значения в выражение (4.1):
Таблица 4.1
Расчет граничной кривой наматывателя
| R,м |
Tгр,Н |
| 0,1 | 5,32 |
| 0,11 | 4,74 |
| 0,12 | 4,25 |
| 0,13 | 3,81 |
| 0,14 | 3,41 |
| 0,15 | 3,04 |
| 0,16 | 2,69 |
| 0,17 | 2,36 |
| 0,18 | 2,05 |
| 0,19 | 1,74 |
| 0,2 | 1,45 |
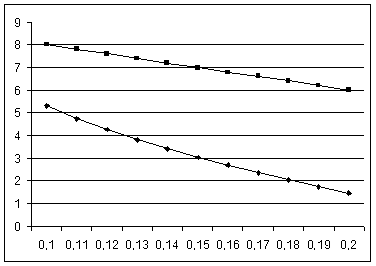 |
?? (???.4.1) ???????? ?????? ?гр , ?????????????? ???? ??????????, ??? ??? ?????????? ?????????? ???????, ??????? ???????? ?? ????????? (4.1).
Рис.4.1.
Предварительно выбираем характеристику наматывателя в виде прямой, проходящей через точки Тнач =8 Н и Ткон =6 Н.
Вывод: так как характеристика наматывателя расположена выше граничной кривой, то затягивания витков не происходит.
4.2.Расчет наматывающего электродвигателя глубокого скольжения (ЭДГС)
Выражение характеристики наматывателя – ЭДГС в общем виде:
![]()
![]() , (4.2)
, (4.2)
--> ЧИТАТЬ ПОЛНОСТЬЮ <--