Реферат: Технология автоматизации литейных процессов
Dусл = (4 х F / Р) х К вст = (4 х 43,12 / 28,4) х 1,2 = 7,89 см =78,9мм
Где К вст - поправочный коэффициент для изоляционной вставки. От 1,2 – 1,5
Из ряда используемых в производствах и размещенных на сайте «огнеупорные материалы» из изоляционных вставок ближайшая по диаметру d = 75 мм. Все остальные размеры вставки есть в таблицах вышеуказанного сайта.
Конструкция полной литниковой системы будет выглядеть:
Предлагаемый вариант литниково-питающей системы.
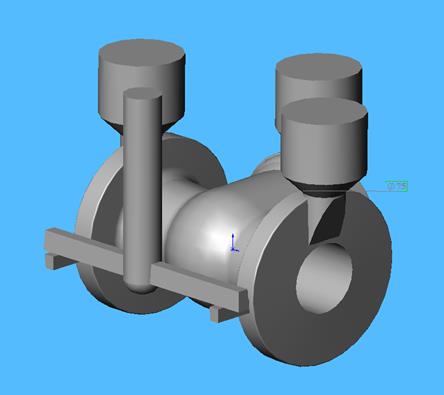
Рис № 5
Вес залитой формы составляет 205 кг. при весе отливки 93 кг выход годного составит: (93 / 205) х 100 = 45,36 %. Рис № 5.
Потребное количество жидкого металла для изготовления тонны литья определяется в зависимости от процента выхода годного от металлозавалки
![]()
![]() = 2204,0
= 2204,0
где Мз – металлозавалка;
ВГ – вес годного литья в т (1000 кг);
Кгод – % выхода годного литья
Количество жидкого металла будет получено за вычетом потерь в связи с угаром шихты, составляющим примерно 5-6%
![]()
![]() = 2336,0
= 2336,0
где Куч – % угара
Отходы на литники (возврат собственного производства) определяются как разница между величиной жидкого металла и годного литья. Q воз = (100 –Кгод + Куч ) х Мз / 100 = (100 -45,36 +6) х2204,0))/100 = 1336,0
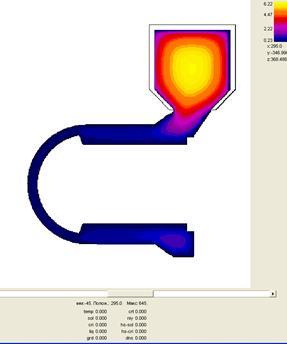
Существующую рассчитанную литниковую систему необходимо проверить на эффективность с помощью программы моделирования Solid Cast.
 Модель для проверки расчетов литниковой системы:
Модель для проверки расчетов литниковой системы:
|
 ????????????? ??? ???????? ????????? 99,5 %.
????????????? ??? ???????? ????????? 99,5 %. 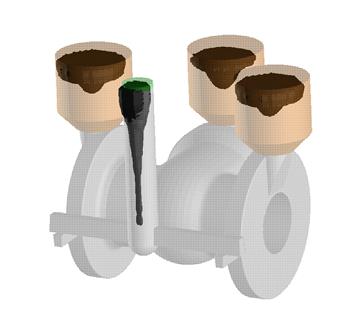
|
Как видно из результатов моделирования отливка достаточно плотная, при более детальной проверки видно как происходит кристаллизация отливки.
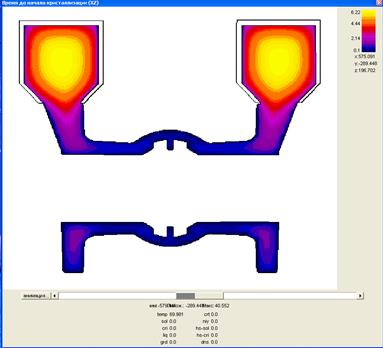
Рис № 8
Разрез с боку
|
Рис № 9
5. Расчет шихты для получения заданной марки материала.
Расчет шихты для получения заданного химического состава.
?????? ????? ??? ????? 30??? ???? ?????????? ?? ????????. M мат =
 ??? M - ????? ???????????? ? ?????? ???????? ?????? ??????? ?????, ?? ? м.з - ?????????? ????????? ? ?????????????? ? ??.
??? M - ????? ???????????? ? ?????? ???????? ?????? ??????? ?????, ?? ? м.з - ?????????? ????????? ? ?????????????? ? ??. Таблица № 8
| Наименование и марка | C | Si | Mn | S | P | |||||
|
сод.ших |
сод.ж.мет |
сод.ших |
сод.ж.мет |
К-во Просмотров: 584
Бесплатно скачать Реферат: Технология автоматизации литейных процессов
| ||||||