Шпаргалка: Выращивание профильных монокристаллов кремния методом Степанова
Легирующие примеси вводят при загрузке расплава вещества в тигель, так как наличие графитового поплавка затрудняет добавление лигатуры в процессе плавки. Затравку используют в форме пластины с заданной кристаллографической ориентацией. Затравливание осуществляют, опуская затравку в фильеру до соприкосновения с расплавом.
По данным С. В. Цивннского, на устойчивость процесса кристаллизации сильно влияет форма щели и ее глубина. Использование простой прямоугольной щели, не дает возможности осуществить устойчивый процесс вытягивания тонких лент: лента часто примерзает к стенкам фильеры или отрывается от расплава. Иногда в фильере возникает спонтанная кристаллизация, в результате чего получаются ленты с поликристаллической структурой. Выше при рассмотрении теории капиллярных явлений отмечено, что главной причиной этих трудностей является малая высота столба расплава на краях ленты вследствие значительной кривизны поверхности мениска на этих участках.
Как показали С. В. Цивинский а затем Светс, практически наиболее удобным для уменьшения кривизны поверхности столба расплава на краях ленты оказалось использование щели в форме “гантели”. В этом случае ленты растут с утолщенными краями, к тому же при одном и том же поперечном сечении краевых утолщений можно с одинаковым успехом получать ленты разной толщины и ширины. Если вытягивание осуществлять только через отверстия на концах щели, можно одновременно выращивать два монокристаллических стержня диаметром около 2,5 мм.
Узкие ленты получали с помощью щели длиной 8 мм с круглыми отверстиями на ее концах диаметром 2,5— 3,0 мм. Диаметр утолщенных краев ленты применяли от 2,5 мм в начале вытягивания до 2 мм в конце вытягивания, скорость вытягивания достигала 0,9—1,7 мм/мин.
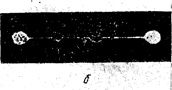

РИС. 8.
Германиевая монокристаллическая лента толщиной 0,27 мм, полученная способом Степанова:
a — главная плоскость лепты (111);
б — поперечное “гантелеобразное” сечение ленты
С. В. Цивинским были получены также образцы широких лент толщиной 0,27 мм с плоской частью шириной до 22 мм (при поперечном сечении утолщенных краев 2,9—2,0 мм). Фотография образца ленты представлена на рис. 8. Диаметр тигля в этих опытах 80 мм и масса загрузки германия до 250 г. Однако если применять недостаточно глубокие щели (менее 1,4 мм), то не удается реализовать все преимущества формирующей щели с утолщенными краями: процесс вытягивания неустойчив и выход монокристаллов мал.
При выращивании лент с утолщенными краями из более глубоких щелей (3,8—4 мм) процесс вытягивания становится значительно более устойчивым.
Так, изменение температуры примерно на 1° не оказывало существенного влияния на процесс кристаллизации. Вытягиванием из глубоких щелей возможно систематически получать ленты с монокристаллической структурой.
“Гантелеобразная” форма поперечного сечения лент является серьезным недостатком, так как при их использовании для изготовления приборов придется отрезать утолщенные края, что. неминуемо увеличит отходы полупроводникового материала. Но технологически такая форма поперечного сечения ленты удобна. Выращивание германиевых пластин с утолщенными краями позволяло снизить мощность высокочастотного индуктора, формирующего мениск, до оптимальной величины. В некоторой степени можно скомпенсировать повышенную кривизну мениска повышением давления на расплав.
Опытным путем вытягивали монокристаллические пластины длиной до 230 мм (длина хода штока затравкодержателя) через щель длиной от 12 до 60 мм и шириной от 0,5 до 1,5 мм со скоростью несколько миллиметров в минуту. Образцы полученных германиевых пластин показаны на рис. 9. При наилучших условиях ширина полос достигала 30—40 мм; отношение ширины к толщине составляло около 25. Это отношение уменьшается при получении более тонких образцов и равно 8 при толщине 0,5 мм, что можно объяснить влиянием температурного градиента в кристалле на распределение тепловых потерь в области фронта кристаллизации.
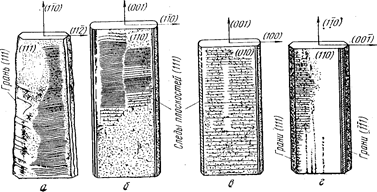 РИС. 9.
РИС. 9.
Образцы германиевых пластин :
a - направление вытягивания <1-10>; главная поверхность (111);
б—<001>,(110);
e—<001>, (010);
г—<-110>,(110).
Количество тепла, отводимого через кристалл, является функцией поперечного сечения ленты, и поддержание термического равновесия при вытягивании тонких лент становится затруднительным.
Оказалось невозможным существенное увеличение скорости вытягивания без нарушения процесса (отрыв кристалла от мениска, кристаллизация расплава в щели и т.п.). Ленты толщиной 0,16 мм при ширине 6 мм выращивали со скоростью 35 мм/мин, а ленты толщиной 0,25 мм и шириной 12 мм вытягивали со скоростью 8 мм/мни [93].
Важной особенностью процесса вытягивания германиевых лент но способу Степанова является наличие зазора между растущим кристаллом и краями щели. На плоской части ленты зазор составлял 10—20 мкм, а в области утолщенных краев 50—100 мкм. Наличие зазора позволяет осуществлять “свободный” рост кристалла, так как лента не подвергается таким значительным механическим воздействиям, которые могут возникать при ее трении о края щели.
Следует упомянуть также интересный экспериментальный вариант способа Степанова, впервые осуществленный Б. М. Гольцманом при получении монокристаллов фторида лития, хлорида алюминия, иодида цезия и др. На дне тигля укрепляли вкладыш, форма поперечного сечения которого близка к форме будущего изделия. Материал вкладыша должен обязательно смачиваться расплавом, тогда расплав сомкнется над ним, образуя “возвышение” такого типа, как показано на рис. 10. Рост профилированного кристалла из области “возвышения” происходил вполне устойчиво.
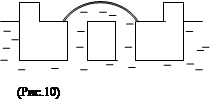 В данном случае трудно обеспечить постоянство поперечного сечения кристалла, но зато этот вариант способа Степанова можно легко применить для получения пластин кремния, соединений А3 В5 и других веществ, для которых трудно найти материал формообразователя, совершенно не смачиваемый расплавом.
В данном случае трудно обеспечить постоянство поперечного сечения кристалла, но зато этот вариант способа Степанова можно легко применить для получения пластин кремния, соединений А3 В5 и других веществ, для которых трудно найти материал формообразователя, совершенно не смачиваемый расплавом.
Классическая схема с формообразующей щелью, вырезанной в поплавке из материала, не смачиваемого расплавом, непригодна для кремния, так как расплавленный кремний хорошо смачивает обычные тигельные материалы, применяемые в полупроводниковой металлургии — кварц и графит.
Разработка электротермического оборудования для внедрения способа Степанова в промышленность потребовала решения ряда специфических проблем, обусловленных чрезвычайной тонкостью процесса. Одними из решающих факторов процесса являются температурные условия выращивания. Температурное поле в технологической области установки оказывает непосредственное влияние на устойчивость формообразования, геометрию, структуру и электрофизические свойства получаемого полупроводникового материала.
Распределение температуры в технологической области должно обеспечивать:
1) горизонтальность плоскопараллельного поля в районе щели формообразователя и в расплаве над ним;
это обусловливает устойчивость формообразования, хорошее качество поверхности ленты, а также равномерность оттеснения примесей от зоны формообразования и, как следствие, равномерность удельного сопротивления по ширине получаемой ленты;
2) заданное значение вертикального градиента температуры в щели формообразователя и возможность управл?