Учебное пособие: Проектирование приспособлений для базирования и закрепления деталей
Это важное для практической работы положение называют принципом совмещения (единства) баз.
Рекомендации по выбору рациональных схем базирования изложены ниже.
1. При высоких требованиях к точности обработки в качестве технологической базы следует использовать точно обработанную поверхность заготовки и принять такую схему базирования, которая обеспечивает наименьшую погрешность установки.
2. Одним из самых простых способов повышения точности базирования является соблюдение принципа совмещения баз.
3. Для повышения точности обработки следует соблюдать принцип постоянства баз. Если это невозможно по каким-либо причинам, то необходимо, чтобы новые базы были обработаны точнее предшествующих.
4. В качестве баз следует использовать простые по форме поверхности (плоские, цилиндрические и конические), из которых при необходимости можно создать комплект баз. В тех случаях, когда поверхности заготовки не удовлетворяют требованиям, предъявляемым к базам (т.е. по своим размерам, форме и расположению не могут обеспечить заданную точность, устойчивость и удобство обработки), на заготовке создают искусств венные базы (центровые отверстия, технологические отверстия, платики, выточки и др.).
Основные требования к закреплению заготовок в приспособлениях следующие.
1. Закрепление должно обеспечить надежный контакт заготовки с опорами приспособлений и гарантировать неизменность положения заготовки относительно технологической оснастки в процессе обработки или при отключении энергии.
2. Закрепление заготовки необходимо применять только в тех случаях, когда сила обработки или другие силы могут сместить заготовку (например, при протягивании шпоночного паза заготовку не закрепляют).
3. Силы закрепления не должны вызывать больших деформаций и смятия базы.
4. Закрепление и освобождение заготовки должны выполняться с минимальной затратой времени и усилий со стороны рабочего. Наименьшую погрешность закрепления обеспечивают зажимные устройства, создающие
постоянную силу закрепления (например, приспособления с пневматическим или гидравлическим приводом).
5. Для уменьшения погрешности закрепления следует использовать базовые поверхности с низкой шероховатостью; применять приспособления с приводом; устанавливать заготовки на опоры с плоской головкой или на точно обработанные опорные пластины.
По пункту 4. Рассчитать силы и моменты резания по назначенным вами параметрам режима резания ( t, S, V).
Отличительной особенностью торцовой фрезы от цилиндрической является наличие зубьев на одном из торцов. При этом, как и при цилиндрическом фрезеровании, срезаемый слой будет характеризоваться глубиной фрезерования t ( рис.2), т. с. проекцией дуги контакта зубьев с заготовкой на направление, перпендикулярное движению подачи. Ширина фрезерования В на заготовке измеряется в направлении оси вращения фрезы. Отмстим, что в некоторых справочных материалах для расчета режимов резания эти обозначения меняются местами, что следует учитывать при их использовании. В зависимости от расположения торцовой фрезы относительно обрабатываемой поверхности различают симметричное и асимметричное фрезерование(рис.2 б).
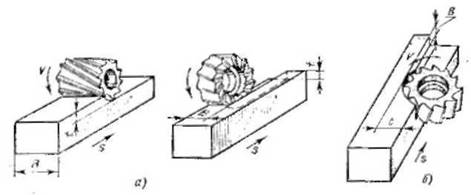
Рис.2. Элементы режима резания и срезаемого слоя при торцевом точении: а - сравнение элементов срезаемого слоя цилиндрической и торцевой фрезой; б - ассиметричное фрезерование торцевой фрезой.
Скорость резания при торцовом фрезеровании определяется на наибольшем диаметре контакта фрезы с заготовкой D ф :
![]() =
= ![]() м/мин
м/мин
или в системе СИ
![]() =
= ![]() м/с,
м/с,
где nф, п - частота вращения фрезы соответственно в об/мин, и в с-1 ;
Dф, D - диаметр фрезы соответственно в мм и в м.
Подача при фрезеровании подсчитывается на один оборот фрезы s0 мм/об, или на один зуб фрезы s z - мм/зуб, или в одну минуту sМ, мм на один оборот.
Органы управления подачей на фрезерных станках имеют таблицы подачи S мм/мин.
Силы и мощность при фрезеровании. Для осуществления процесса фрезерования необходима мощность N v, затрачиваемая на вращение фрезы, и Ns - на перемещение заготовки со столом:
Nрез = N v + Ns
На фрезерных станках обычно вращение фрезы и подача стола кинематически взаимно не связаны. Следовательно, для вращения фрезы необходима мощность
N v = ![]()