Учебное пособие: Проектирование приспособлений для базирования и закрепления деталей
2. Закрепление заготовки необходимо применять только в тех случаях, когда сила обработки или другие силы могут сместить заготовку (например, при протягивании шпоночного паза заготовку не закрепляют).
3. Силы закрепления не должны вызывать больших деформаций и смятия базы.
4. Закрепление и освобождение заготовки должны выполняться с минимальной затратой времени и усилий со стороны рабочего. Наименьшую погрешность закрепления обеспечивают зажимные устройства, создающие постоянную силу закрепления (например, приспособления с пневматическим или гидравлическим приводом).
5. Для уменьшения погрешности закрепления следует использовать базовые поверхности с низкой шероховатостью; применять приспособления с приводом; устанавливать заготовки на опоры с плоской головкой или на точно обработанные опорные пластины.
По пункту 6. Расчет сил закрепления заготовки. При фрезеровании заготовки обрабатывается плоская поверхность в приспособлении с помощью цилиндрической фрезы. На заготовку действуют силы Рz и Рy, стремящиеся повернуть ее относительно точки О (рисунок 3). Повороту противодействуют сила зажима W и сила трения F (трением на опорах пренебрегаем). Условие равновесия заготовки может быть представлено в виде суммы моментов относительно точки О:
Wа + Fℓ = Рzb + Рyℓ,
где а - плечо силы зажима W, мм; Рz и Рy - окружная и радиальная составляющие силы резания, Н; b - плечо силы Рz, мм; ℓ, - плечо силы Рy, и силы F (длина заготовки), мм.
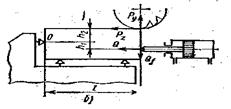
Рис.3. Схема закрепления заготовок
По пункту 7. Выбор силового механизма и расчет его параметров.
Мощность резания должна быть меньше или равна мощности на шпинделе станка: N ≤ Nшп = N м η, где N м - мощность электродвигателя, кВт; η - КПД станка.
Так как сила трения F = ѓ W, где ѓ - коэффициент трения, то после подстановки получим следующее выражение:
k (Р zb + Рyℓ)
W = _____________________ ,
α+ ѓℓ
где k - коэффициент запаса.
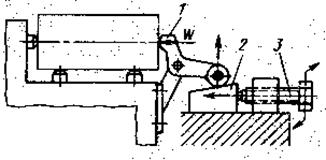
Рис.4. Комбинированное зажимное устройство
Если для фрезерной операции применить приспособление с комбинированным зажимным устройством (винт 3 - клин 2 - рычаг 1), то зажимная сила значительно увеличится (рис.4). Так, при коэффициентах усиления (отношение развиваемой силы к приложенной) равных для винтового устройства.3-120, клина - 2 - 3 и рычажного зажима 1-1,5, и КПД комбинированного устройства η= 0,7 увеличение приложенной силы составит 120·3·I,5· 0,7 = 380раз.
При точных расчетах сил закрепления учитывают также упругие характеристики зажимного устройства.
По пункту 8. Выполнение эскиза приспособления.
По пункту 9. Описание приспособления.
Погрешность базирования зависит от принятой схемы, базирования. Например, при сверлении отверстия по кондуктору (рис.13.2) при установке заготовки по схеме (рис. (3.2, а) погрешность ∆Е б Н 1 базирования для размера Н 1 равна ≈ 0,12 мм, а по схеме (рис.13.2,6) погрешность ∆Е б Н 2 базирования для размера Н 2 равна ≈ 0,02 мм (при допуске на наружный диаметр заготовки 0,1 мм), т.е. отличается в шесть раз.
Погрешность базирования равна нулю, если технологическая и измерительная базы совпадают (рис.13.2, в), т.е. ∆Е б Н 3 =0.
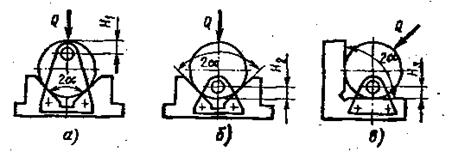
Рисунок.13.2 Схема к определению погрешности базирования.
Рассмотрим несколько вариантов действия на обрабатываемую деталь сил резания, зажима и их моментов.
Первый вариант (рис. III.1, а). Сила зажима W, приложенная к обрабатываемой детали 1 и сила резания Р одинаково направлены и прижимают деталь к опоре 2 приспособления. При этом требуется минимальная сила зажима Wmin.
Второй вариант (рис. III.1, б). Сила зажима W и сила резания Р действуют на обрабатываемую деталь 1 в противоположных направлениях; требуемая сила зажима