Дипломная работа: Проектирование технологии производства железобетонных мостовых балок
Для конструкции с естественным твердением бетона необходимо дополнительное согласование с проектной организацией, т.к. потери σs, σу, σ2 учтены в проекте с учётом тепловой обработки бетона.
При назначении рабочего давления в домкрате необходимо учитывать потери в напрягаемой арматуре, вызванные трением в самом домкрате.
В период освоения конструкции необходимо провести контрольные проверки натяжения в напрягаемой арматуре. Сразу после окончания натяжения и заанкеривания напряжение в проволоки должно быть σсов1, а через два дня после окончания натяжения, перебетонирования, - σсов2.
Электродуговая резка арматурной проволоки, производство сварочных работ вблизи от напрягаемой арматуры без защиты ее от воздействия повышенной температуры и искр, и использование её для заземления электроустановок запрещается.
Передача усилий предварительного обжатия на бетон должна осуществляться плавно, одновременно или поочерёдно.
Поочерёдный отпуск натяжения пучков должен, производится с помощью специальных разгружающих домкратов или гидродомкратов. При поочерёдно отпуске путём перерезания пучков автогеном необходимо участки пучков между торцом балки и упорами разогреть до «красна».
Поочерёдный отпуск натяжения следует производить симметрично относительно вертикальной оси балки, начиная с верхних и нижних пучков.
После окончания отпуска необходимо:
- измерить величину «ухода» пучка;
- измерить величину упругого подъёма балки;
- произвести тщательное обследование конструкции.
Результаты измерения и освидетельствования конструкции заносятся в технический паспорт балки.
Концы обрезанных пучков не должны выступать более чем на 10мм и должны быть заделаны цементным раствором с добавлением поливинилацетатной эмульсии, для чего предусмотрены ниши на торце балки.
Армирование ненапрягаемой арматурой
Балки полётных строений рекомендуется армировать сварными сетками и каркасами, предусмотрен вариант армирования вязанными сетками и каркасами.
Сетки и каркасы изготавливаются из стали класса А300 или класса А400, сварными или вязаными в зависимости от средней температуры воздуха наиболее холодной пятидневки.
Сетки рёбер СР120-ТАІ-6 изготавливаются только сварными. Для варианта армирования вязанными сетками и каркасами сетки СР120-ТАІ-6 заменить на сетки СР120-ТАІІ-6 или СР120-ТАІІІ-6.
В соответствии с ТП101-81 в балках пролётных строений, эксплуатируемых в районных с расчётной температурой воздуха наиболее холодной пятидневки -40°С и выше следует применять только сталь класса А400, применение класса А300 допускается в исключительных случаях, при полной невозможности получения стали класса А400. В районах с расчётной температурой воздуха ниже -40°С при изготовлении сварных сеток и каркасов применять сталь класса АС300.
При отсутствии необходимого сортамента арматурной стали, предусмотренного настоящим проектом, разрешается замена стержней по эквивалентной площади с шагом не более 200мм.
Для фиксации сеток предусмотрены фиксаторы. При необходимости, для удобства технологии, разрешается изменять конструкцию фиксации сеток без перерасхода стали и при соблюдении защитного слоя и жёсткости каркаса.
В балках предусмотрены закладные изделия для приварки верхних подушек опорных частей и для соединения с элементами мостового плотна. Количество и положения закладных изделий МН-ТАІІ (А400)-6 уточняется при привязки деформационного шва.
Для балок, эксплуатируемых в районах с сейсмичностью 7-9 баллов, для приварки подушек опорных частей вместо закладного изделия марки МН-2 установить закладное изделие МН-4.
Все закладные изделия должны иметь антикоррозийное покрытие в соответствии со СНиП 2.03.11-85.
Для обеспечения сцепления бетона омоноличивание с бетоном плиты балок необходимо смазать опалубку боковых граней плиты 50% раствором сульфатно-спиртовой барды и сразу же после распалубки бетон этих гране следует обрабатывать проволочными щётками.
По требованию заказчика необходимо выполнить необходимые мероприятия, предусмотренные СНиП 2.03.11-85, а также окраску в белый цвет полимерцементной краской открытых наружных поверхностей всех балок, предназначенных для эксплуатации в районах с расчётной температурой воздуха ниже -40°С, и только крайних балок для защиты от солнечной радиации, предназначенных для эксплуатации в климатическом подрайоне ІVА согласно СНиП 2.01.01-82.
Окраска должна производится после передачи усилия предварительного напряжения на бетон и освидетельствования балок инспекцией при положительной температуре воздуха и бетона конструкции. Краска наносится в два слоя. Для придания краски светлого цвета в её состав вводится мел или известь в количестве 20-30% от веса цемента.
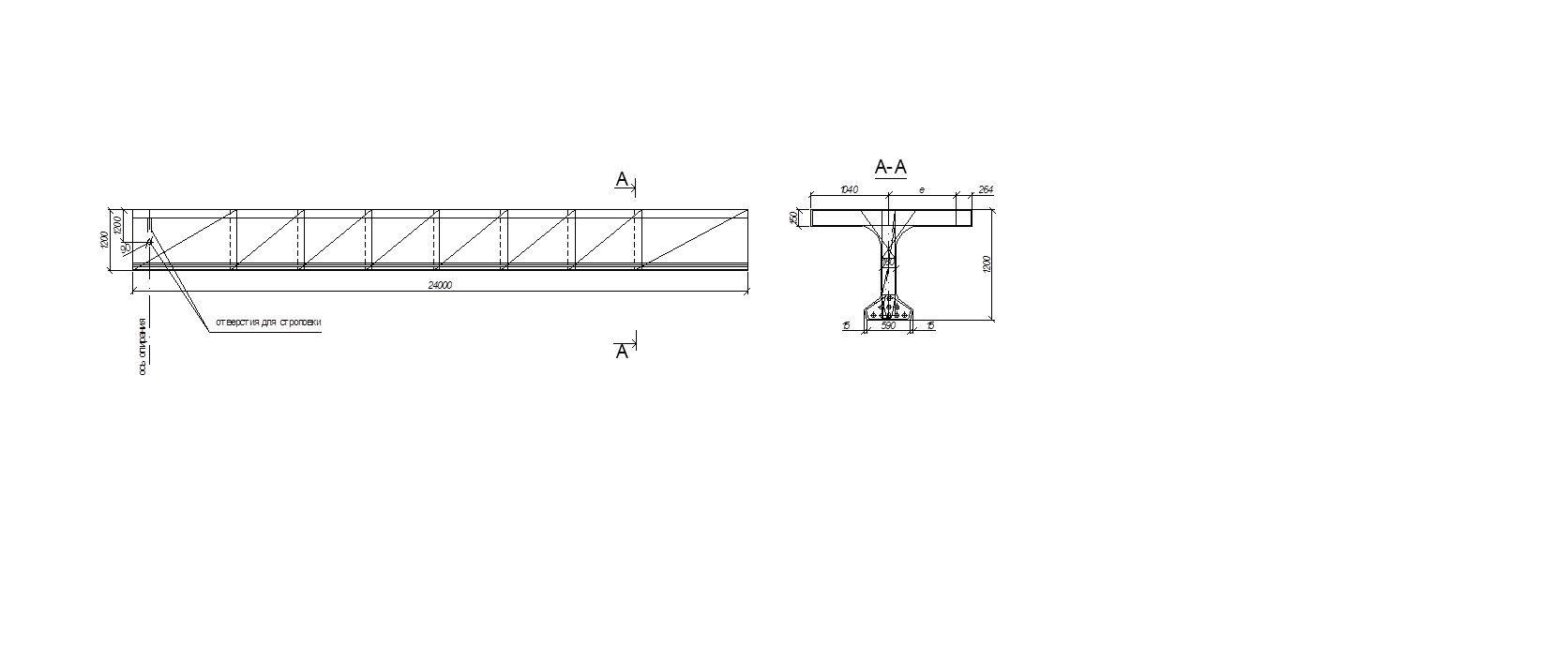
Рисунок 2. Арматурно-опалубочный чертёж изделия
3.2 Выбор вида бетона и материалов
Для изготовления пролётных балок длиной 24м применяется тяжёлый бетон класса С32/40.