Контрольная работа: Основы производственного менеджмента
Нормы обслуживания на одного рабочего в одну смену приведены в приложении 1, таблица П.1.1. Численность вспомогательных рабочих, руководителей, специалистов, и служащих может определяться посредством укрупненного расчета по нормативам на 100 человек списочного состава основных производственных рабочих. Нормативы приведены в приложении 1, таблица П.1.2.
Численность рабочих-ремонтников определяется по трудоемкости ремонтных работ (см. р. 6).
Численность работающих на участке (линии) представлена в таблице 3.1.
Таблица 3.1 – Численность работающих на участке (линии) на 2011 г.
| Наименование Профессий | По разрядам | Итого | ||||||
| 1 | 2 | 3 | 4 | 5 | 6 | и т.д. | ||
| Токарь | 22 | 22 | ||||||
| Фрезеровщик | 3 | 3 | ||||||
| Фрезеровщик | 20 | 20 | ||||||
| Шлифовальщик | 8 | 8 | ||||||
| Итого | 53 | |||||||
| В 2 смены | 53*2=106 | |||||||
| Руководители | 2 | 2 | ||||||
| Служащие | 2 | 2 | ||||||
| Вспомогательные работники | 4 | 4 | ||||||
| Итого | 114 | |||||||
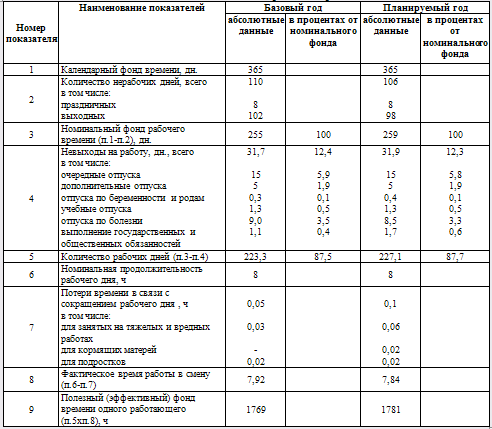
3.1 Баланс рабочего времени одного работника
Баланс рабочего времени представляет собой среднее количество часов, которое может отработать один человек в течение планового периода. Оно рассчитывается исходя из принятого режима работы с учетом планируемых потерь рабочего времени.
Таблица 3.2. Баланс рабочего времени
4. Планировка участка
Планировка – это план расположения технологического оборудования и рабочих мест. На плане должны быть также показаны: строительные элементы – стены, колонны, дверные и оконные проемы и т.д., основной производственный инвентарь, верстаки, плиты, складочные площадки; подъемно-транспортные устройства-мостовые и другие краны, конвейеры, монорельсы, подъемники.
При составлении планов используются условные обозначения. Оборудование на плане изображают условным контуром, размеры которого принимаются по каталогам.
Спецификацию оборудования допускается размещать на чертеже плана. Каждая единица оборудования должна иметь свой номер, в спецификации допустимо объединять в одной строке несколько стоящих рядом станков одного типа и модели.
На плане ряды колонн номеруются: горизонтальные помечаются снизу вверх прописными буквами русского алфавита, вертикальные нумеруются слева направо арабскими цифрами, начиная с единицы. В механообрабатывающих цехах рекомендуется применять сетки колонн 18х6 и 24х6 м или 18х12 и 24х12 м, где 18 и 24 – ширина пролета (м), а 6 и 12 – шаг колонн (м).
Участок механической обработки (поточная линия), как правило, располагается вдоль пролета, при этом оборудование может быть размещено в один, два и более рядов, вдоль, поперек или под углом к оси пролета.
План поточной линии должен отвечать принципу прямоточности (передача обрабатываемых деталей между рабочими местами по кратчайшим расстояниям с наименьшими затратами труда и времени). Для этого станки располагают последовательно в соответствии с технологическими операциями.
Кроме того, нужно предусмотреть: удобные подходы к рабочим местам; места необходимой площади для размещения деталей при образовании заделов; участки для выполнения контрольных операций и проведения ремонта оборудования.
Поэтому при укрупненном предварительном расчете площадей участков пользуются понятием удельной площади, т.е. площади, занимаемой единицей технологического оборудования, в которую включают, помимо площади, занимаемой непосредственно самим оборудованием, площадь, необходимую для обеспечения нормального его функционирования. Удельная площадь зависит от вида производства и габаритных размеров принятого технологического оборудования, которые, в свою очередь, связаны с геометрическими размерами изготавливаемых изделий. Все станки в зависимости от габаритов делятся на три группы: мелкие, средние и крупные. Для каждой группы станков установлены нормы удельной площади: для мелких станков – до 12м2 ; для средних – до 25м2 ; для крупных – до 45м2 . Окончательное же значение удельной площади устанавливают после выполнения планировочного решения, когда будет расставлено все технологическое и вспомогательное оборудование на нем с учетом его обслуживания. Т.е. при необходимости нормы удельной площади могут быть увеличены. Дополнительные площади для размещения систем ЧПУ для данной работы не учитываются т.е. все станки без ЧПУ.
При расположении оборудования в несколько рядов по условиям доставки заготовок и отправки готовых деталей линия в плане может зигзаго- или П-образная. Круговая форма линии целесообразна в тех случаях, когда нужно возвращать на первую операцию рабочие приспособления (спутники), с которых снята обработанная деталь.
Многопредметная поточная линия может быть по форме П-, S – образной или другой конфигурации.
На участках механической обработки не допускается возвратное, кольцевое или петлеобразное движение деталей, создающее встречные потоки и затрудняющее осуществление транспортных операций.
На плане должны быть указаны границы участка, проходы, проезды, длина и ширина участка.
Планировка выполнена правильно, если
![]()
![]() , (4.1)
, (4.1)
где S – площадь по результатам проектирования, м2 ;
Кгр – количество групп станков на участке или поточной линии, шт;
gi – количество станков i-й группы, шт;
fi – удельная площадь на один станок i-й группы, м2 /шт.
В данном разделе необходимо указать стоимость производственной площади.
Рассчитаем производственную площадь
![]()