Курсовая работа: Автоматизування змішувальної установки на основі одноконтурних систем регулювання
Зміст
ВСТУП
1.АВТОМАТИЧНИХ СИСТЕМ КЕРУВАННЯ НЕПЕРЕРВНИМИ ТЕХНОЛОГІЧНИМИ ПРОЦЕСАМИ. ЗАГАЛЬНІ ПОЛОЖЕННЯ
2. ОСНОВНІ ПОЛОЖЕННЯ ЩОДО РОЗРОБКИ АВТОМАТИЧНИХ СИСТЕМ КЕРУВАННЯ НЕПЕРЕРВНИМИ ТЕХНОЛОГІЧНИМИ ПРОЦЕСАМИ
2.1 Перший етап проектування - побудова математичних моделей об'єктів керування
2.2 Другий етап проектування – вибір пристроїв незмінної та змінної частин системи
2.3 Третій етап проектування – вирішення задачі аналізу чи синтезу
2.4 Задачі синтезу
3.РОЗРОБКА АСК НЕПЕРЕРВНИМИ ТЕХНОЛОГІЧНИМИ ПРОЦЕСАМИ. Автоматизування змішувальної установки на основі одноконтурних систем регулювання
3.1 Принцип роботи змішувальної установки
3.2 Розрахунок невідомих значень технологічних параметрів
3.3 Аналіз технологічного процесу змішування як об'єкта керування
3.4 Побудова функціональної схеми автоматизації змішувальної установки
3.5 Синтез автоматичної системи регулювання
3.5.1 Розробка структурної схеми АСР і математичних моделей
3.5.2 Основи методу квадратур
3.5.3 Розрахунок оптимальних настроювань регулятора
3.5.4 Розрахунок частотних характеристик АСР
3.5.5 Розрахунок перехідного процесу системи регулювання
ВИСНОВОК
ЛІТЕРАТУРА
Вступ
Тема курсової роботи «Автоматизування змішувальної установки на основі одноконтурних систем регулювання».
Мета курсової роботи – навчитися та набути навики з розробки та проектування систем автоматизації неперервними технологічними процесами.
У хімічній технології автоматизованому управлінню технологічними процесами приділяється особлива увага. Це пояснюється складністю і високою швидкістю протікання хімічних реакцій, а також чутливістю технологічних процесів до порушення режимних параметрів, шкідливістю умов роботи, пожежо- і вибухонебезпечністю перероблюваних речовин тощо.
Автоматизація виробництва приводить до покращення основних показників ефективності: підвищення якості та зменшення собівартості вироблюваної продукції. Впровадження автоматизованих систем управління технологічними процесами приводить до того, що на оператора покладається тільки спостерігаюча роль – виконує аналіз результатів управління, розробляє завдання та програми для автоматизованих систем, проводить налагоджування складних автоматичних пристроїв тощо.
1.АВТОМАТИЧНИХ СИСТЕМ КЕРУВАННЯ НЕПЕРЕРВНИМИ ТЕХНОЛОГІЧНИМИ ПРОЦЕСАМИ. ЗАГАЛЬНІ ПОЛОЖЕННЯ
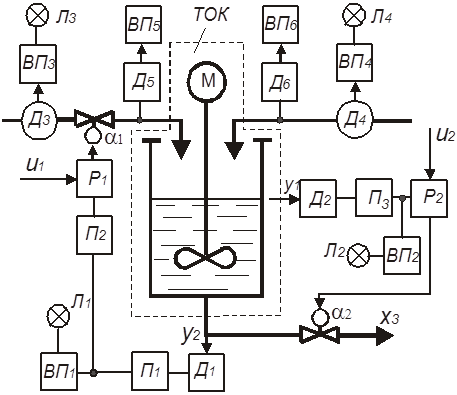
Автоматизація передбачає регулювання, контроль, сигналізацію та блокування технологічних параметрів за допомогою відповідних автоматичних пристроїв. Прикладом системи є будь-який регульований технологічний процес, який підлягає керуванню. На рис. 1 показані принципи автоматизації теплообмінника змішування. Протікання процесу контролюється датчиками ![]() . Вироблювані сигнали датчиків
. Вироблювані сигнали датчиків ![]() та
та ![]() , котрі пропорційні регульованим вихідним координатам
, котрі пропорційні регульованим вихідним координатам ![]() та
та ![]() , за допомогою вимірювальних перетворювачів
, за допомогою вимірювальних перетворювачів ![]()
![]() і
і ![]() перетворюються на відповідні уніфіковані сигнали і надходять на регулятори
перетворюються на відповідні уніфіковані сигнали і надходять на регулятори ![]() та
та ![]() , на які одночасно подаються керуючі сигнали
, на які одночасно подаються керуючі сигнали ![]() та
та ![]() . Останні формують відповідний алгоритм регулювання та видають сигнали
. Останні формують відповідний алгоритм регулювання та видають сигнали ![]() та
та ![]() на виконавчі механізми ВМ1 та ВМ2, котрі встановлені на відповідних лініях матеріальних потоків х1 та х3 (вхідні координати системи). На систему діють збурення
на виконавчі механізми ВМ1 та ВМ2, котрі встановлені на відповідних лініях матеріальних потоків х1 та х3 (вхідні координати системи). На систему діють збурення ![]() . Причому
. Причому ![]() – температура матеріального потоку
– температура матеріального потоку ![]() ;
; ![]() – витрата потоку
– витрата потоку ![]() з температурою
з температурою ![]() .
.
Автоматичному контролю підлягають наступні технологічні параметри: температура на виході теплообмінника (вимірюється датчиком Д1), рівень рідини в апараті (вимірюється датчиком Д2), витрати матеріальних потоків (вимірюються датчиками Д3 і Д4), а також температури цих потоків (вимірюються датчиками Д5 і Д6).
Сигналізації (лампи Л1…Л4) підлягають витрати матеріальних потоків (за їх мінімумом і максимумом), температура потоку на виході (за максимумом) і рівень рідини в апараті (за максимумом і мінімумом).
--> ЧИТАТЬ ПОЛНОСТЬЮ <--