Курсовая работа: Изготовление вторичного вала коробки передач автомобиля ГАЗ-53
![]() (13)
(13)
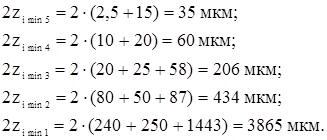
9) Расчётные пропуски определяем по формуле (5):
10) Расчётные размеры определим по формуле:
![]() (14)
(14)
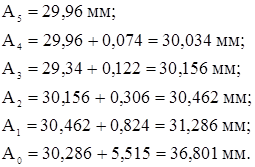
11) Наибольшие предельные размеры определяются путем округления в большую сторону соответствующих расчетных размеров.
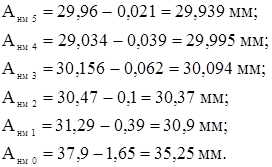
12) Определение наименьших предельных размеров:
![]() (15)
(15)
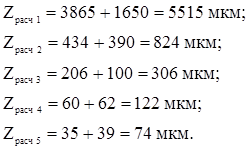
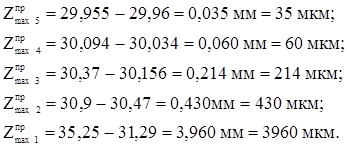
13) Определение предельных значений припусков выполним по формуле:
![]() (16)
(16)
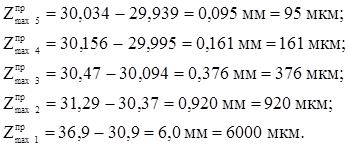
![]() (17)
(17)
14) Проверка расчётов производится по формуле (7):
![]()
| i | Правильность расчёта | ||
| 1 | 6000 – 3960 = 2040 | 1650 + 390 = 2040 | верно |
| 2 | 920 – 430 = 490 | 390 + 100 = 490 | верно |
| 3 | 376 – 214 = 162 | 100 + 62 = 162 | верно |
| 4 | 161 – 60 = 101 | 62 + 39 = 101 | верно |
| 5 | 95 – 35 = 60 | 39 + 21 = 60 | верно |
Следовательно, для каждой операции расчет припуска выполнен правильно.
По формуле (![]() ) произведём проверку общего припуска:
) произведём проверку общего припуска:
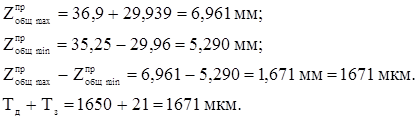
Т.к. левая часть уравнения совпадает с правой, то расчет общего припуска выполнен правильно.
Ввиду того, что все условия выполняются, расчет припусков выполнен правильно.
Таблица 1. Расчёт припусков на размер Ø29,96-0,021 Ra = 0.63
| Технологические операции и переходы |
Элементы припуска, мкм | Минимальный припуск, мкм | Расчётный припуск, мкм | Расчётный размер, мкм | Допуск, мкм | Предельное значение припусков, мкм | Предельные размеры заготовки, мм | |||||
| Rz | П | ρ | ε | Zmin | Zрасч | А | Т | НМ | НБ | |||
| Заготовка | 240 | 250 | 1443 | 36,801 | 1650 | 32,25 | 39,6 | |||||
| Точение предварительное | 80 | 50 | 87 | 0 | 3865 | 5515 | 31,286 | 390 | 3960 | 6000 | 30,9 | 31,29 |
| Точение окончательное | 20 | 25 | 58 | 0 | 434 | 824 | 30,462 | 100 | 430 | 920 | 30,37 | 30,47 |
| Шлифование черновое | 10 | 20 | 0 | 0 | 206 | 306 | 30,156 | 62 | 214 | 376 | 30,094 | 30,156 |
| Шлифование чистовое | 2,5 | 15 | 0 | 0 | 60 | 122 | 30,034 | 39 | 60 | 161 | 29,995 | 30,034 |
| Полировка | 0,63 | 5 | 0 | 0 | 35 | 74 | 29,96 | 21 | 35 | 95 | 29,939 | 29,96 |
2.2 Расчет припусков на размер Ø![]() Ra = l ,25
Ra = l ,25
1) Обработку указанной поверхности следует производить в 5 этапов:
VIТочение предварительное;
VIIТочение шлифование черновое;