Курсовая работа: Изготовление вторичного вала коробки передач автомобиля ГАЗ-53
![]() (22)
(22)
![]() (23)
(23)
13) Проверка расчётов формула (7):
![]()
| i | Правильность расчёта | ||
| 1 | 6040 – 3930 = 2110 | 1650 + 460 = 2110 | верно |
| 2 | 1010 – 430 = 580 | 460 + 120 = 580 | верно |
| 3 | 405 – 211 = 194 | 120 + 74 = 194 | верно |
| 4 | 164 – 60 = 104 | 74 + 30 = 104 | верно |
| 5 | 62 – 15 = 47 | 30 + 17 = 47 | верно |
Следовательно, для каждой операции расчет припуска выполнен правильно.
По формуле (![]() ) произведём проверку общего припуска:
) произведём проверку общего припуска:
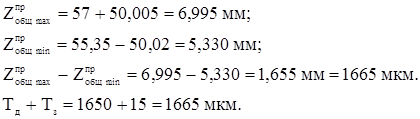
Т.к. левая часть уравнения совпадает с правой, то расчет общего припуска выполнен правильно.
Ввиду того, что все условия выполняются, расчет припусков выполнен правильно.
Таблица 2. Расчёт припусков на размер Ø![]() Ra = 1,25
Ra = 1,25
| Технологические операции и переходы |
Элементы припуска, мкм | Минимальный припуск, мкм | Расчётный припуск, мкм | Расчётный размер, мкм | Допуск, мкм | Предельное значение припусков, мкм | Предельные размеры заготовки, мм | |||||
| Rz | П | ρ | ε | Zmin | Zрасч | А | Т | НМ | НБ | |||
| Заготовка | 240 | 250 | 1443 | 56,934 | 1650 | 55,35 | 57 | |||||
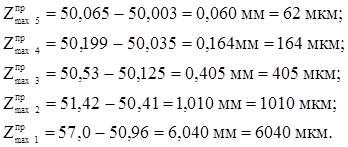
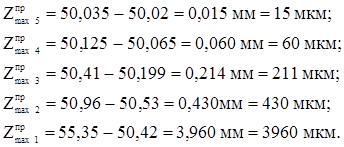
| Точение предварительное | 80 | 50 | 87 | 0 | 3865 | 5515 | 51,419 | 460 | 3960 | 6040 | 50,96 | 51,42 |
| Точение окончательное | 20 | 25 | 58 | 0 | 434 | 894 | 50,525 | 120 | 430 | 1010 | 50,41 | 50,53 |
| Шлифование черновое | 10 | 20 | 0 | 0 | 206 | 326 | 50,199 | 74 | 211 | 405 | 50,125 | 50,199 |
| Шлифование чистовое | 2,5 | 15 | 0 | 0 | 60 | 134 | 50,065 | 30 | 60 | 164 | 50,035 | 50,065 |
| Полировка | 1,25 | 5 | 0 | 0 | 35 | 65 | 50 | 17 | 15 | 62 | 50,003 | 50,02 |
3. Расчет режимов резания
Расчет режимов резания на операцию № 1.2 – автоматно-линейная (гидрокопировальное точение)
Обточить предварительно с гидрокопировального суппорта:
► Шейку для Ø32,3, выдержать размер 440 от базового торца вала и размер 36 от торца вала до торца шейки Ø46,85;
► Шейку для Ø46,85, выдержать размер 375,8 от базового торца;
► Шейку до Ø49,45, выдержать размер 348,7 от базового торца;
► Шейку до Ø54,45, выдержать размер 319 от базового торца;
► Шейку до Ø61,8, выдержать размер 263,1 от базового торца;
► Шейку до Ø63,45, выдержать размер 227,4 от базового торца.
Оборудование: Токарно-гидрокопировальный полуавтомат, модель 1722С31
Инструмент: пластина неперетачиваемая 4-х гранная Т5К10
Деталь: вал вторичный коробки передач – 25ХГМ
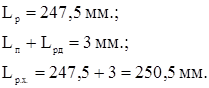
1. Определение длины рабочего хода Lp x , мм.:
![]() (24)
(24)
2. Назначение подачи суппорта на оборот шпинделя Sо , мм/об.: