Курсовая работа: Изготовление вторичного вала коробки передач автомобиля ГАЗ-53
IXПолирование.
2) Для обработки целесообразно выбрать в качестве технологической базы ось заготовки, которая является двойной направляющей базой.
3) Определяем значения шероховатости и дефектного слоя на каждой операции по таблице №5 [1].
► Точение предварительное: Rz = 80, П = 50;
► Точение окончательное: Rz = 20, П = 25;
► Шлифование черновое: Rz = 10, П = 20;
► Шлифование чистовое: Rz = 2,5, П = 15;
► Полирование: Rz = 1,25, П = 5.
4) Определяем значение допусков Т для соответствующих операций по
таблице №10 [1]. Для окончательной операции значение допуска
берется с чертежа детали.
► Точение предварительное: Т = 460 мкм
► Точение окончательное: Т = 120 мкм
► Шлифование черновое: Т = 74 мкм
► Шлифование чистовое: Т = 30 мкм
► Полирование: Т = 15 мкм
5) Определяем погрешность установки. На всех операциях деталь устанавливается по центровым отверстиям, ввиду чего погрешность установки ![]()
6) Недостающие данные берем из предыдущего расчета припусков, т.к. они повторяют те, что уже были найдены.
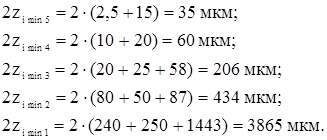
7) Определение расчетных значений минимальных припусков:
![]() (18)
(18)
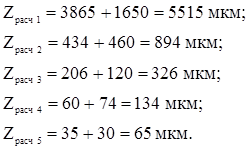
8) Расчетные припуски:
![]() (19)
(19)
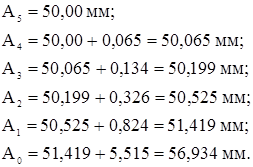
9) Расчетныеразмеры:
![]() (20)
(20)
10) Наибольшие предельные размеры определяются путем округления в большую сторону соответствующих расчетных размеров. Поскольку допуск готовой детали задан и с верхним, и с нижним отклонением, то на последней операции предельный наибольший размер принимаем по верхнему отклонению детали.
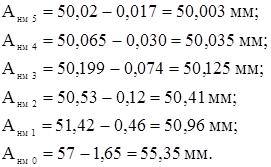
11) Определение наименьших предельных размеров:
![]() (21)
(21)