Курсовая работа: Модернизация промышленного предприятия
внедрения в производство литья в кокиль, под давлением, в оболочковые формы и т.д. использование регенерации позволяет снизить расход формовочных песков, уменьшить добычу песков из карьеров.
Чтобы снизить потребление угля и металла внедряются переплавка металла, замена части угля газом, снижение расхода на припуски назначаемые на механическую обработку, снижение массы отливок путем рационального их конструирования.
Не менее важен и вопрос защиты окружающей среды от выбросов и отходов литейного производства. Литейные цеха завода должны быть оснащены системой устройств, предотвращающих выбросы вредных газов, жидкостей, твердых продуктов в окружающую среду. В плавильном отделении предусматривают устройства для очистки выбрасываемых в атмосферу газов, продуктов плавки металла: сухие и мокрые газоочистители и пылеулавливающие установки, фильтры. Надежная работа таких очистных устройств позволяет практически полностью устранить выбросы вредных газов и пылевидных отходов в воздушный бассейн, окружающий литейный цех. Другим важным направлением защиты окружающей среды является внедрение малоотходных технологических процессов: литья в кокиль, под давлением, центробежного, непрерывного и электрошлакового литья, т.е. технологических процессов почти полностью исключающих использование формовочных материалов.
Правительство прилагает усилия по охране природы и улучшению окружающей среды в нашей стране, активно участвует в международном сотрудничестве, направленным на охрану природы планеты.
3. Специальный раздел
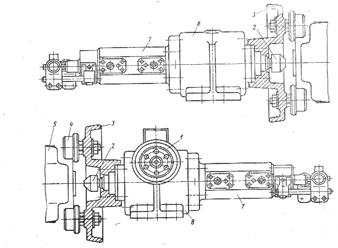
Кантователь дискового типа имеет следующие основные узлы: реверсивный гидравлический двигатель 1, расположенный на правой опоре 8, гидроцилиндры с коническими фиксаторами 2, поворотные диски 3 с роликами 4, левую опору 6. Диски консольно укреплены соответственно в левой и правой опорах. Опоры на корпусах 7 крепятся к раме кантователя. Кантование полуформы происходит следующим образом. Полуформа 5 по роликам поступает в кантователь и зажимается коническими фиксаторами. Для фиксации в опоке предусмотрены глухие конические отверстия. После зажима полуформы подается команда, и в гидроцилиндр поворота под поршень направляется масло. При этом полуформа поворачива