Курсовая работа: Модернизация промышленного предприятия
Мощность, кВт 50 кВт.
На выбивке назначается кран общего назначения по ГОСТу 3352-54,
Q=20тонн.
Высота подъёма, м 12/14 м;
Ширина, мм 6300 мм;
Масса, т 72,5 т;
Мощность, кВт 50 кВт.
– Грузоподъемность передаточной тележки, подающей ковш с расплавом на участок заливки принимается равной грузоподъемности крана на заливочном участке , т
Gp = 20т.
– Грузоподъемность передаточной тележки транспортирующего модельную оснастку на участок формовки рассчитывается по формуле:
Qp =2*Gоп *n*k
где Gоп – масса опоки, кг
n – количество комплектов на тележке n=3-5
Qp = 2*1430*4=11440 кг
После расчета грузоподъемности тележки выбирается стандартная тележка.
Q=15т.
2.5 Технологический процесс изготовления отливок
Линия предназначена для изготовления стальных и чугунных отливок сложной конфигурации с большим перепадом высот, формообразование которого нельзя получить без процесса встряхивания в цехах серийного и мелкосерийного производства при часто меняющейся номенклатуре отливок.
В начале цикла на участке формовки происходит установка модельных плит и спаривание их с опоками, затем на смесители непрерывного действия для приготовления ЖСС 1, где происходит заполнение формы ЖСС. Полуформы поступают на механизм 2, где происходит срезание излишков смеси с контрлада. Затем полуформы поступают на поворотно-вытяжную машину 3, где формы поворачиваются на 180° и происходит вытяжка моделей. После на передаточной тележке 4, модельные плиты поступают на ветвь возврата модельной оснастки. Верхняя и нижняя полуформы поступают на свои ветви при помощи передаточной тележки 4. Затем полуформы просушиваются. Происходит окраска, отделка, простановка стержней и сборка формы на ветви нижних полуформ. На передаточной тележке 4 готовые формы поступают на участок заливки и охлаждения. После охлаждения формы направляются на выбивную решетку. Отливки очищенные от смеси поступают на термообрубное отделение, смесь поступает на участок регенерации. Опоки очищенные от смеси поступают на начало цикла.
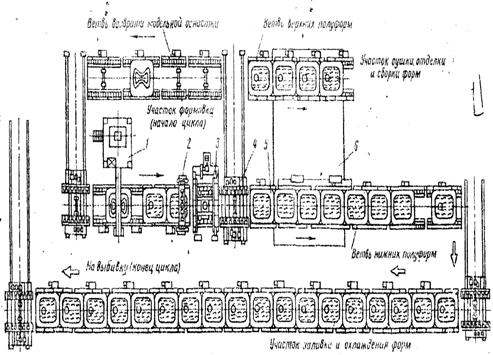
Рисунок 1. Комплексно-механизированная линия формовки на базе смесителя непрерывного действия для приготовления ЖСС модели Л665.
2.6 Техника безопасности и противопожарная безопасность на отделении
Для обеспечения безопасных и здоровых условий в литейных цехах необходимо соблюдать следующие правила:
- рабочие литейных цехов и участков должны быть своевременно обеспечены спецодеждой, обувью и индивидуальными средствами защиты согласно действующим нормам;
- допускать к работе вновь поступивших или переводимых на другую работу рабочих разрешается только после проведения инструктажа и проверки знаний по технике безопасности с оформлением в специальном журнале;
- на основе настоящих правил должны быть разработаны и вывешены на видном месте подробные инструкции и плакаты по технике безопасности по каждому виду работ литейного производства;
- в конструкции формовочных и стержневых машин необходимо предусматривать блокировки, исключающие работу до тех пор, пока соответствующие элементы механизмов не будут находиться в фиксированном положении;
- у основания машин в местах, где неизбежно просыпание смеси, должны быть предусмотрены траншеи, перекрытые металлическими решетками и механизмами уборки просыпи;
- для снижения шума и вибрации машин их следует устанавливать на виброизолирующие фундаменты;