Курсовая работа: Проектирование привода коробки скоростей металлорежущего станка
9. Разные.
Основными формообразующими движениями на этих станках является главное движение – вращательное, и движение подачи шпинделя или стола.
Отверстие получается методом двойного следа
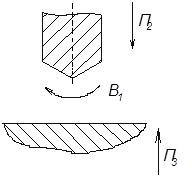
Рисунок 1.1.1 – Схема формообразующих движений.
Посредством органов настройки устанавливаются частота и подача.
Операции выполняемые на станках сверлильно-расточной группы:
- сверление;
- рассверливание;
- зенкерование;
- развертывание и другие.
Расточные станки могут также производить фрезерование, нарезание резьб и другие.
По расположению шпинделя различают вертикально и горизонтально-расточные станки, а также станки с постоянным положением шпинделя и радиально-сверлильные, допускается перемещение шпинделя , а иногда и наклон.
По числу шпинделей различают одно-шпиндельные и многошпиндельные.
Для глубокого сверления применяют горизонтально-шпиндельные станки (если глубина сверления > 10-ти диаметров – сверление глубокое).
Различают следующие расточные станки:
- горизонтально-расточные станки;
- координатно-расточные станки;
- алмазно-расточные станки;
- специализированные.
Горизонтально-расточные станки предназначены для обработки отверстий с точными расстояниями между всеми осями в деталях и отличаются большой универсальностью.
Координатно-расточные станки с вертикальным расположением шпинделя имеют большую жесткость конструкции, имеют специальное измерительное устройство и предназначены для обработки отверстий с особо точным расстоянием между осями.
Алмазно-расточные станки применяют для тонкого отделочного растачивания отверстий алмазным или твердосплавным резцом при высокой скорости резания. При обработке применяют малые подачи и малые глубины резания.
В данной курсовой работе проектируется привод для вертикально-сверлильного станка.
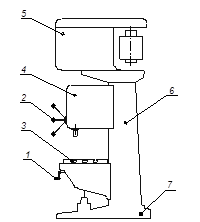
Рисунок 1.1.2 – Общий вид станка.
Органы управления:
1. Рукоятка перемещения стола.
2. Штурвал для подъема и опускания шпинделя.