Курсовая работа: Проектирование технологического процесса изготовления детали "Подставка"
Оснастка: Магнитная плита
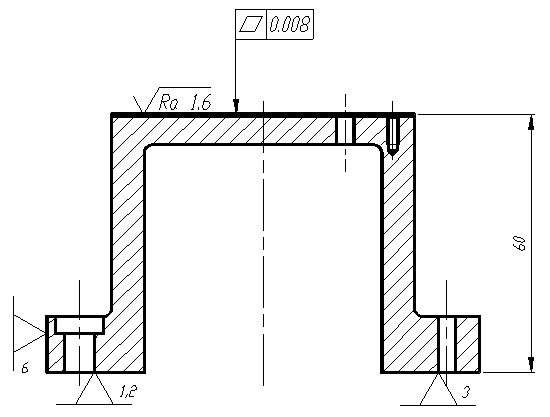
Инструмент: Круг шлифовальный
1. Шлифовать поверхность окончательно, выдерживая размер согласно эскизу
В отличие от единичного производства в условиях серийного производства необходимо как можно быстрее обработать деталь с условием автоматического получения размеров. В этом случае широко применяются станки с ЧПУ. В нашем случае можно объединить для выполнения на одном фрезерном станке с ЧПУ операции 005 и 015, а также 020,025,035,040,045. Кроме того, в этом случае становятся ненужными слесарные операции разметки и нарезания резьбы.
5. Обоснование выбора станочного оборудования, и технологической оснастки
Технологическое оборудование выбирается исходя из размеров заготовки и детали, требуемой точности обработки, возможностей станка и др.
На этом основании выбираем следующие станки:
На операциях фрезерования предлагается применить широко распространенный станок: вертикально-фрезерный: 6Н12П.
Сверление и обработка отверстий малого диаметра не требуют применения больших станков. Для обработки этих поверхностей можно использовать станки типа НС-12, имеющие возможность сверления по стали отверстий до 12 мм.
Шлифование предлагается выполнить на плоскошлифовальном станке 3Г71
Для перспективной программы требуется использовать станки, обладающие большей степенью автоматизации, чем универсальные.
Таким станком является многоцелевой сверлильно-фрезерно-расточной вертикальный станок с крестовым столом мод. 21104П7Ф4.
Станок предназначен для высокопроизводительной обработки корпусных и плоских деталей.
На станке выполняются следующие операции: сверление, зенкерование, развертывание, растачивание отверстий, фрезерование по контуру с линейной и круговой интерполяцией, нарезание резьб метчиками.
Конструкция станка позволяет осуществлять контурное фрезерование (в режиме программного управления) двумя подачами: стола (поперечная) и салазок (продольная).
Автоматизированная смена обрабатываемых деталей из двухместного загрузочного устройства дает возможность многостаночного обслуживанияс совмещением времени установки и обработки детали.
Класс точности станка П по ГОСТ 8—82Е.
Управление станком осуществляется посредством системы числового программного управления 2С42-65
Программируемые перемещения: поперечное и продольное – стола; вертикальное – шпиндельной бабки.
Шпиндельный узел смонтирован на прецизионных подшипниках качения, что обеспечивает длительное сохранение точности, повышенную жесткость и виброустойчивость.
Высокоточные комбинированные закаленные направляющие с лентой из фторопласта для продольного и поперечного перемещений стола и шпиндельной бабки обеспечивают точное позиционирование и длительное сохранение точности в процессе работы.
Электрические приводы подач узлов раздельные с тиристорным управлением широкого диапазона позволяют изменить величину подачи в процессе резания.
Переключение скоростей шпинделя в каждом из двух механических диапазонов производится автоматически во время вращения шпинделя.
Стол крестовый и шпиндельная бабка перемещаются с помощью винтовых пар качения, с возможностью компенсации люфта при реверсе.
Основные данные:
Размеры рабочей поверхности стола и спутника (длина х ширина), мм 630х400
Наибольший ход стола, мм:
продольный (X) 630
поперечный (У) 400