Курсовая работа: Проектирование участка и разработка технологического процесса изготовления детали № КБПА 451164.011 "Экран"
Кгс/мм2
Таблица 1.2 – химический состав стали 12Х18Н10Т.
| Cr | Ni | Ti | C | Si | Mr | S | P | Cu |
| 17-19 | 9-11 | 5c-08 | Не более | |||||
| 0,12 | 0,8 | 2 | 0,020 | 0,035 | 0,30 | |||
Технологические свойства стали 12Х18Н10Т
1. Температура закалки ,0 C:1050-1080 0 C ,охлаждение водой.
2. Сворачиваемость - сворачивается без ограничений. Способы сварки: РДС, ЭШС и КТС.
3. Обрабатываемость резанием - в закаленном состоянии при HB=169 и σв =610 Мпа, Кυ тв. спл. =0,85, Кυ б. спл. =0,35.
4. Флокеночувствительность - не чувствительна.
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ
2.1 Анализ существующего технологического процесса изготовления детали и предложение по его усовершенствованию
Деталь № КБПА 451164.011 “Экран” в настоящее время изготавливается по следующему технологическому процессу:
1.Отрезка
2. Последовательная штамповка
3. Промывка
4. Контроль
В качестве исходного материала используют стальной лист.
Подача заготовок и удаление отхода производится вручную.
В разработанном технологическом процессе в качестве исходного материала применяется рулонная лента. Подача ленты в штамп осуществляется валковой подачей. Последовательная штамповка производится в штампах простого действия на прессе автомате К 2130; удаление детали производится по склизу, а удаление отхода – пневмосдувом.
Применение автоматической подачи заготовок и удаление их из зоны штамповки повышает культуру производства, и обеспечивают технику безопасности производства.
2.2 Расчёт размеров исходной заготовки, выбор переходов штамповки
Деталь № КБПА 451164.011 “Экран” получается вытяжкой. Диаметр заготовки для вытяжки детали круглой формы определяется по формуле:
![]() (2.1)
(2.1)
где FД – площадь детали, мм2 ;
Диаметр детали определяется в соответствии с рисунком 2.1.
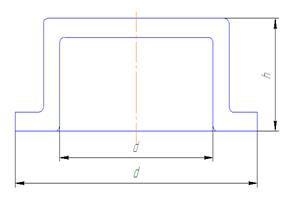
Рисунок. 2.1. – Расчётная схема
![]() , [8] стр.94 табл. 32 (2.2)
, [8] стр.94 табл. 32 (2.2)
где d - диаметр детали, мм;
h –высота детали, мм;
![]() мм.
мм.