Курсовая работа: Проектирование участка и разработка технологического процесса изготовления детали № КБПА 451164.011 "Экран"
Отделочными считаются такие технологические операции, при которых устраняются мелкие дефекты детали.
Отделочные операции применяются для подготовки, улучшения качества поверхности детали, удаления и зачистки заусенца. В зависимости от формы детали и свойства материала применяют механические, электрохимические и другие способы отделочных операций.
После вырубки и пробивки на материале появляется заусенец, который удаляется при помощи ручной шлифовальной машины.
3 КОНСТРУКТОРСКАЯ ЧАСТЬ
3.1 Описание конструкции и работы спроектированных штампов
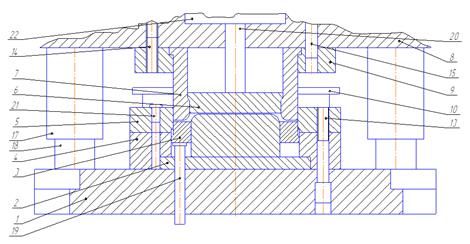
Штамп для вырубки и вытяжки состоит из нижней (1) и верхней (8) плит, соединенных между собой направляющими колонками (18) и втулками (17).
К верхней плите (8) винтами (14) и штифтами (15) крепиться державка 9 в которой установлена пуансон – матрица (7). В пуансон – матрице установлен толкатель (6).
К нижней плите (1) Винтами (13) крепиться державка (4) и матрица (5). В матрице установлен упор (3) и пуансон (2) а также система толкателей (19).
Штамп работает следующим образом. Заготовка подается валковой подачей на позицию вырубки и вытяжки, устанавливается по упорам (21) на пуансон (2) и прижим (3).
При движении верхней части штампа вниз, под действием толкателя (20) пуансон - матрица (7) сначала вырубает заготовку из ленты а затем прижимает заготовку к прижиму (3), тем самым, опуская его и высвобождая вытяжной пуансон (2). Происходит вытяжка детали.
При возвращении верхней части штампа в исходное положение толкатель (19) поднимает прижим (5) и снимает деталь с пуансона (2).
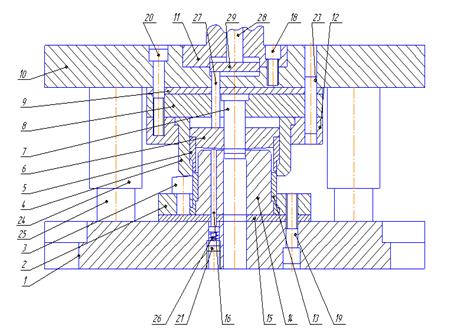
Штамп для обрезки и пробивки состоит из нижней плиты 1, верхней плиты 10 соединенных между собой направляющими колонками 25 и втулками 24.
К нижней плите 1 через подкладку 15 крепиться державка 2 винтами 19. В державке установлена матрица 14. В матрице установлен толкатель 16 с пробкой 21 и пружиной 26.
К верхней плите 10 крепиться державка 8 и 12 винтами 20 и штифтами 23.Пуансон 7 установлен в державке 8. В державке 12 установлена матрица 4. В матрице установлен съемник 6 и выталкиватель 5. Съемник действует от толкателя 27, 28 траверсы 29. Заготовка для обрезки и пробивки на матрицу 14 подается пинцетом. При ходе верхней части штампа вниз пуансоном 13 и матрицей 4 осуществляется обрезка края а матрицей 14 и пуансоном 7 пробивка отверстия. При обратном ходе выталкиватель и съемник удаляют деталь из матрицы 4. Отход при пробивке удаляется на провал . При помощи толкателя 16 деталь снимается с матрицы 14.
3.2 Определение закрытой высоты штампа
Штамп проектируется в его нижнем рабочем положении. В этом положении наилучшим образом увязывается взаимодействие рабочих, прижимающих и удаляющих деталей штампа.
Высота штампа в нижнем рабочем положении называется закрытой высотой штампа; она должна быть увязана с закрытой высотой пресса.
Закрытая высота пресса называется расстояние от плиты до ползуна пресса в его нижнем положении при максимальном ходе и укороченной длине шатуна. Закрытая высота пресса указывает на предельную высоту штамп, который может быть установлен на данном прессе.
Закрытая высота штампа должна находиться между наибольшей и наименьшей закрытой высотой пресса.
Наименьшая закрытая высота пресса определяется по формуле:
![]() , (3.1), [ ], с.
, (3.1), [ ], с.
где Н = 400 мм – наибольшая закрытая высота пресса;
М = 100 мм – величина регулируемой длины шатуна.
![]() мм.
мм.
Определяем закрытую высоту вырубного и вытяжного штампа в соответствии с рисунком 3.1.
Принимаем закрытую высоту штампа для вырубки и вытяжки H шт. = 220 мм
![]() , (3.2), [ ], с.
, (3.2), [ ], с.