Курсовая работа: Проектирование участка и разработка технологического процесса изготовления детали № КБПА 451164.011 "Экран"
![]() мм.
мм.
Так как ![]() то необходимо установить промежуточные подкладные плиты.
то необходимо установить промежуточные подкладные плиты.
Закрытая высота штампа для обрезки и пробивки определяется по формуле:
![]() ,
,
где![]() = 210,5 мм – закрытая высота штампа.
= 210,5 мм – закрытая высота штампа.
![]() ,
,
![]() мм.
мм.
Так как ![]() , то необходимо установить промежуточные подкладные плиты.
, то необходимо установить промежуточные подкладные плиты.
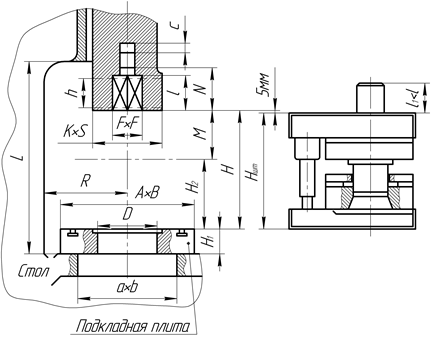
Рисунок 3.1 – Схема закрытой высоты
h – Величина хода ползуна; М – величина регулировки длины шатуна;
Н – наибольшая закрытая высота пресса (расстояние от плиты до ползуна в его нижнем положении при максимальном ходе и наименьшей длине ползуна); L – расстояние от стола до направляющих; R – вылет от оси ползуна до станины; А1 × В1 – размеры стола (не показан); a × b – размеры отверстия в столе; А × В – размеры подкладной плиты; H 1 – толщина подкладной плиты; D – диаметр отверстия в подкладной плите; K × S – размеры нижней площади ползуна; F × F – размеры квадратного отверстия в ползуне; l – глубина квадратного отверстия в ползуне;N – расстояние от выталкивателя до нижней поверхности ползуна; с – ход выталкивателя; H 2 – наименьшая закрытая высота пресса (Н – М ); Ншт. – закрытая высота пресса.
3.3 Расчет исполнительных размеров рабочих частей штампов
При вырубке наружного контура диаметр вырубной матрицы определяют по формуле в соответствии с рисунком 3.2.
![]() ,
,
Где ![]() =124 мм – наружный диаметр детали;
=124 мм – наружный диаметр детали;
![]() =1 мм – допуск на изготовление детали;
=1 мм – допуск на изготовление детали;
![]() =0,025-допуск на изготовление матрицы.
=0,025-допуск на изготовление матрицы.
![]() .
.
При вырубке наружного контура диаметр вырубного пуансона:
![]() ,
,
Где ![]() =0,06 мм- зазор между матрицей и пуансоном;
=0,06 мм- зазор между матрицей и пуансоном;
![]() =0,015 мм – допуск на изготовления пуансона;
=0,015 мм – допуск на изготовления пуансона;
![]() .
.
При пробивке отверстия диаметр матрицы определяется по формуле в соответствии с рисунком 3.2.
![]() ,
,
Где ![]() =21,5 мм-Диаметр пробиваемого отверстия;
=21,5 мм-Диаметр пробиваемого отверстия;
![]() =0,52 мм-допуск на изготовление отверстия;
=0,52 мм-допуск на изготовление отверстия;
![]() =0,06-зазор между матрицей и пуансоном;
=0,06-зазор между матрицей и пуансоном;