Курсовая работа: Разработка роботизированного технологического комплекса механической обработки деталей типа фланец
По аналогии рассчитаем вес остальных участков:
G7 =2,01; G12 =8,59; G14 =21,92; G15 =28,63; G16 =15,46; G17 =30,54; G18 =26,84
Тогда общий вес детали будет равен:
G1∑ = G2 + G7 + G12 + G14 + G15 - G16 + G17 - G18 =
= 2,01+8,59+21,92+28,63+15,46+30,54-26,84 =102,08 (кг)
Вес остальных деталей определим аналогично, результаты расчета представим в виде таблицы:
Таблица 2.2.1 Вес деталей группы
| Порядковый номер детали | 1 | 2 | 3 | 4 | 5 |
| Вес детали G, кг | 102,08 | 142,94 | 70,23 | 116,78 | 174,87 |
По данным таблицы 2.2.1 произведем кодирование деталей.
Таблица 2.2. Комплексная деталь и детали группы
 |
| Комплексная деталь |
 |
| ПИСФУ.40.XXXX.001.723431.2433710Л |
 |
| ПИСФУ.40.XXXX.002. 723431.2433710Л |
 |
| ПИСФУ.40.XXXX.003. 723431.2433710К |
 |
| ПИСФУ.40.XXXX.004. 723431.2433710Л |
 |
| ПИСФУ.40.XXXX.005. 723431.2433710М |
2.3 Разработка последовательности изготовления детали
Материал детали - чугун ВЧ38-17, масса m=161,32 кг. Для данной детали исходной заготовкой является отливка, поэтому для получения заготовки необходимо назначить припуски на максимальные размеры, исходя из экономичности, т.к. в получаемой детали часть материала будет удалена в виде стружки.
Данная отливка относится к ІІ классу точности, обеспечивается формовкой с механизированным выемом деревянной модели, закрепляемой на легкосъемных металлических плитах, из форм и с заливкой в сырые и подсушенные формы. Этот способ применяют для получения отливок в серийном производстве.
По данным таблицы 3 /4. с.120/ назначаем припуски на отдельные поверхности для ІІ класса точности:
Ø30+1,2 ; Ø40-1,5 ; Ø420-1,5 ; Ø430-1,5 ; Ø440-1,5 ; Ø480-1,5 ;
Данная деталь относится к 1 классу сложности /1. с.127/. Для детали рекомендуется принимать отклонения по 18 квалитету /1. с. 133, таблица 14/. Исходя определим размеры отливки:
| Ø30+1,2 -5,3=24,7+1,2 ; | Ø40+1,2 - 6,1=33,9-1,5 ; | Ø440-1,5 +8,9=448,9-3,2 ; |
| Ø420-1,5 +8,9=428,9-1,5 ; | Ø430-1,5 +8,9=438,9-1,5 ; | Ø480-1,5 +8,9=488,9-1,5 ; |
Для отливки также необходимо назначить уклоны для облегчения удаления из формы модели и стержня. Принимаем уклоны равными 1˚, литейные радиусы R=5 мм.
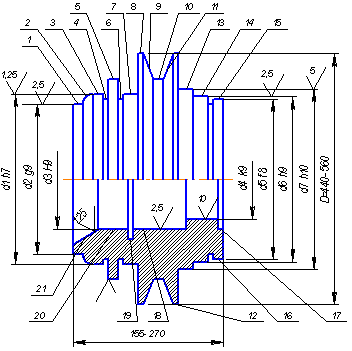
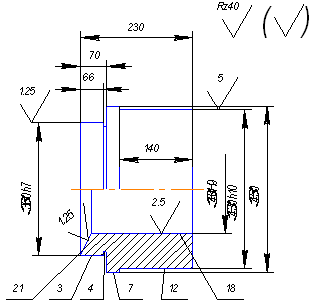
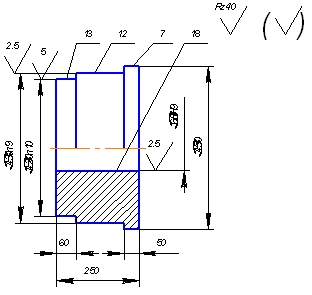
Ниже приведем совмещенный чертеж детали с заготовкой:
![]()

Рисунок 2.3.1 Совмещенный чертеж детали с заготовкой
Важным этапом проектирования является выбор технологических баз. Базирование детали осуществляется в патроне. Подробная схема базирования представлена в таблице 2.3.1.
Выбор технологических баз:
- осуществляется на основании следующих общих положений:
1) На первой операции при обработке литых заготовок можно использовать не обработанные поверхности с наименьшими припусками
2) при переходе от одной операции к другой необходимо соблюдать принципы совмещения и постоянства баз.
3) В случае отсутствия надежных технологических баз можно создавать искусственные базы.
Выбор метода обработки зависит от требований, предъявляемых к точности обработки, точности размеров, формы и параметров шероховатости поверхностей деталей. Выбор этих параметров осуществляется на основании таблиц средней экономической точности различных методов механической обработки /4,с.6 - 18/.
На данном этапе проектируется маршрутный технологический процесс изготовления детали, который предусматривает определенную последовательность выполняемых операций.
Приведем вид обработки для каждой поверхности :
поверхность 3 – черновое, чистовое точение, тонкое точение.
поверхность 12 – черновое точение;