Курсовая работа: Разработка технологического процесса изготовления детали Основа излучателя
![]() =1761,25 мм3 (3.17)
=1761,25 мм3 (3.17)
Объем отверстия Æ 13:
![]() =3979,95 мм3 (3.18)
=3979,95 мм3 (3.18)
Объем слоя, снимаемого при поручении фаски для захода резьбы Æ16
![]() =51,22 мм3 (3.19)
=51,22 мм3 (3.19)
Объем слоя, при поручении фаски от сверления Æ14
![]() =144,24 мм3 (3.20)
=144,24 мм3 (3.20)
Объем слоя, снимаемого при получении канавки 17
![]() =282,60 мм3 (3.21)
=282,60 мм3 (3.21)
Результирующий объем
V=VПРУТКА-VОТВ1-VОТВ2-VОТВ3 -VОТВ4-VОТВ5-VОТВ6-VКАНАВКИ1 -VКАНАВКИ2- VКАНАВКИ3- VВН.СЛОЯ1- VВН.СЛОЯ2- VВН.СЛОЯ3- VВН.СЛОЯ4- VВН.СЛОЯ5-Vвыт-VФ1-VФ2-VФ3-VФ4=110855,71 мм3 (3.22)
Масса детали
GД=Vr=0.00785х110855,71=870,22 г =0.87 кг. (3.23)
Далее вычислим массу заготовки – прутка. Его размеры (с учетом припусков)
D=44 мм, L=154 мм.
Объем заготовки
![]() =234346,99 мм3 (3.24)
=234346,99 мм3 (3.24)
Масса заготовки
GЗ=Vr=0.00785х234346,99 =1839,62 г =1.84 кг. (3.25)
Коэффициент использования материала
![]() 100%=47 %
100%=47 %
Аналогичным образом найдем коэффициент использования материала для заготовки, получаемой литьем.
Объем такой заготовки вычислим исходя из рис.2.
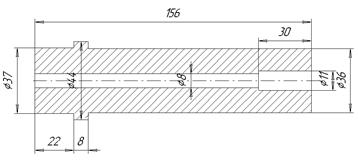
Рис.2 Форма заготовки.
Разделив заготовку на части, находим общий объем
![]() =22537,35 мм3 (3.26)
=22537,35 мм3 (3.26)
![]() =11756,16 мм3 (3.27)
=11756,16 мм3 (3.27)
![]() =88975,04 мм3 (3.28)
=88975,04 мм3 (3.28)