Курсовая работа: Разработка технологического процесса механической обработки колеса зубчатого 6Р123158А
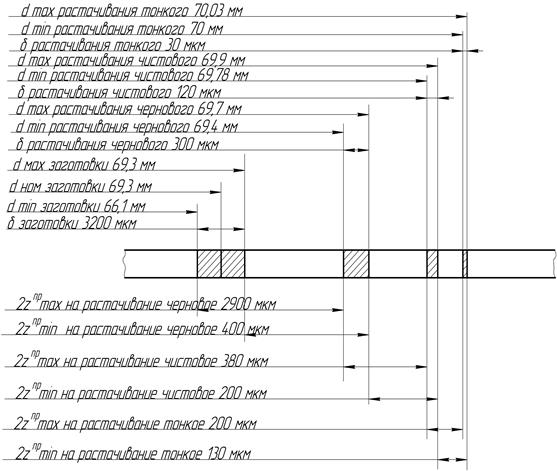
220-130=120-30 90=90
380-200=300-120 180=180
3300-400=3200-300 2900=2900
Проверка показывает, что расчёты припусков выполнены правильно.
Строим схему графического расположения припусков и допусков поверхности Ø70Н7 (рисунок5.1).
6.2 Расчёт припусков на обработку поверхности Ø65 h 11
Заготовка вала получена штамповкой на кривошипном горячештамповочном прессе. Маршрут обработки включает следующие операции (переходы):
1. Черновое точение
2. Чистовое точение
3. Шлифование
При точении обработка ведется в трехкулачковом патроне, из чего следует, что погрешность установки детали в радиальном направлении равна e=124, при шлифовании заготовка устанавливается в приспособлении с пневматическим зажимом , поэтому ε=90.
Погрешность заготовки определяем по формуле [3].
![]() , (21)
, (21)
где ![]() – погрешность заготовки по смещению, мм;
– погрешность заготовки по смещению, мм;
![]() – погрешность эксцентричности пробитого отверстия, мм;
– погрешность эксцентричности пробитого отверстия, мм;
Согласно ГОСТ 7505-89
![]() = 0,8 мм.
= 0,8 мм.
![]() 1,5 мм.
1,5 мм.
Тогда ![]() = 1700 мкм.
= 1700 мкм.
Расчёт минимальных значений припусков производим по формуле [3], предварительно заполнив расчётную таблицу 3.7.
![]() ,
,
где ![]() - высота неровностей, полученных на предыдущей операции;
- высота неровностей, полученных на предыдущей операции;
![]() - глубина дефектного слоя, полученного на предыдущей операции;
- глубина дефектного слоя, полученного на предыдущей операции;
![]() - пространственное отклонение, полученное на предыдущей операции.
- пространственное отклонение, полученное на предыдущей операции.
Минимальные припуски
1) под черновое точение
![]() =2*(150+250+1700+124)=2*2224 мкм;
=2*(150+250+1700+124)=2*2224 мкм;
2) под чистовое точение
![]() =2*(50+50+102+124)=2*326 мкм;
=2*(50+50+102+124)=2*326 мкм;