Курсовая работа: Разработка технологического процесса обработки ступенчатого вала
Студент Михайлов А.С.
Москва, 2010г
Содержание
Введение
1. Служебное назначение и технические требования детали
2. Технологический контроль чертежа и анализ технологичности конструкции
3. Определение типа производства
4. Выбор способа получения заготовки
5. Проектирование маршрутной технологии обработки детали
6. Выбор технологических баз для механической обработки
7. Выбор оборудования, оснастки и средств автоматизации
8. Расчет припусков на механическую обработку
9. Расчет режимов резания и норм времени
10. Маршрутная технологическая карта
11. Обоснование эффективности технологического процесса
Список использованной литературы
Введение
В современном машиностроительном комплексе, когда качество продукции является стабильным показателем работы большинства предприятий, ввиду использования ими однотипного оборудования и инструмента, на первый план стратегических целей компаний выходят скорость производства продукции, и ее конкурентоспособная себестоимостью.
Данные цели достигаются применением комплексных мероприятий направленных на снижение затрат предприятия среди которых можно выделить такие как:
-применение высокопроизводительного инструмента повышенной твердости, комбинированного инструмента и инструмента со сменными многогранными пластинами, позволяющих снизить затраты на изготовление изделий;
-применение принципа Just-in-time (точно вовремя), заключающегося в том, что во время производственного процесса необходимые детали оказываются на производственной линии строго в тот момент, когда это нужно и в строго необходимом количестве, что позволяет снизить складские расходы;
- применения принципа «автономизации», или автоматизации с использованием интеллекта, когда процесс настроен таким образом, что обработка изделия ведется до тех пор, пока оборудование не подаст сигнал об ошибке и не остановит процесс, что позволяет одному оператору обслуживать одновременно несколько станков сводя к минимуму риск производства бракованной продукции;
- также в последнее время все большую популярность приобретают система канбан, позволяющая снизить перепроизводство; система poka-yoke(пока-ёкэ) или защита от ошибок, исключающая влияние человеческого фактора; 5S – правильная и удобная организация рабочего места, исключающая лишние предметы и требующая строго поддерживаемого порядка. А также многие другие.
В данной курсовой работе рассмотрен технологический процесс обработки изделия – «Вал ступенчатый». Валы различны по служебному назначению, конструктивной форме, размерам и материалу. Несмотря на это, при разработке технологического процесса изготовления валов приходится решать многие однотипные задачи, поэтому целесообразно пользоваться типовыми процессами, которые созданы на основе проведенной классификации.
Целью курсовой работы является разработка технологического процесса производства конкурентоспособного изделия с применением современного точного оборудования и высокопроизводительного инструмента, с требуемой годовой программой производства.
Задание
Материал изделия – сталь 35; твердость 207 HB; годовая программа выпуска N= 20 000 , L= 240-0,46 ; l1 = 145-0,4 ; l4 = 25-0,21 ; l5 = 58-0.3 ; l6 = 89-0.35 ; l7 = 39-0.25 ; d1 = 86-0.035 ; d2 = 69-0.03 ; d3 = 47-0.025 ;![]() ;
; ![]() .
.
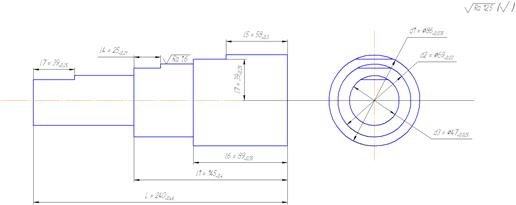
Рис. 1. Схема вала с данными задания
1. Служебное назначение и технические требования детали
Деталь – ступенчатый вал. Назначение ступенчатых валов – передача крутящего момента от привода к другим частям механизма. Валы находят свое применение в широкой области механизмов, от тяжелого машиностроения до бытовой техники.
Вал имеет 3 ступени с выполненными на них лысками, для фиксирования соединяемых с ним изделий.
В качестве материала применяется углеродистая к сталь 35 ГОСТ 1050. Требуемая твердость изделия HB 207, следовательно, термическая обработка не предусмотрена. Так же на чертеже не указаны фаски, следовательно, необходимо притупление острых кромок.
--> ЧИТАТЬ ПОЛНОСТЬЮ <--