Курсовая работа: Разработка технологического процесса обработки ступенчатого вала
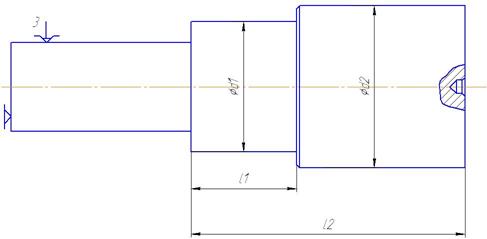
Рис. 6.1 Схема базирования заготовки на операции 05
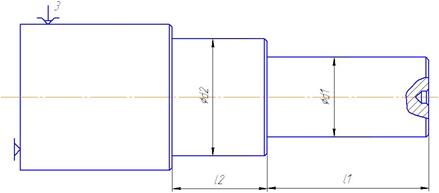
Рис. 6.2 Схема базирования заготовки на операции 10
Рассмотрим варианты схем базирования заготовки при обработке лысок (рис. 6.3).
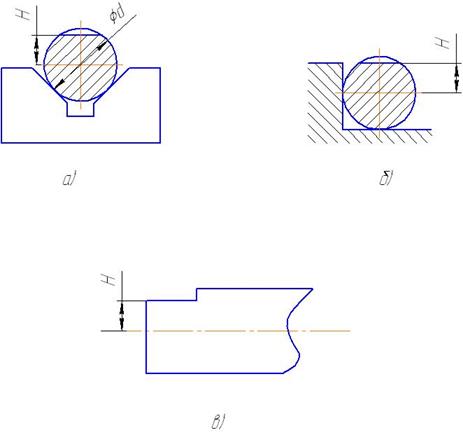
Рис. 6.3 Схема базирования заготовки на операции 15
Для первого варианта (рис. 6.3 а), при установке заготовки в призмы, погрешность базирования ( εδ1 l ) будет определяться по формуле:
εδ1 l =0,5Td![]()
Для второго варианта (рис. 6.3 б), при установке заготовки на плоскость (в станочных тисках) погрешность базирования будет равняться половине допуска на диаметр заготовки:
εδ1 l =0,5Td
Для третьего варианта (рис. 6.3 в), при установке заготовки в центрах, погрешность базирования будет равняться нулю( εδ1 l = 0), т.к. установочная и измерительная базы совпадают.
Следовательно, целесообразно выбирать третий вариант.
7. Выбор оборудования, оснастки и средств автоматизации
Так как годовая программа выпуска деталей соответствует крупносерийному производству, для изготовления деталей используем линию станков с числовым программным управлением.
На первой и второй операциях используется станок токарный с ЧПУ DOOSANS280N. В качестве зажимного приспособления используется самоцентрирующий токарный патрон с специально изготовленным комплектом кулачков. В качестве вспомогательного инструмента используем резцедержатель на револьверной головке и разрезную втулку для крепления центровочного сверла. Режущий инструмент – резец для контурного точения со сменными 2-х гранными пластинами из твердого сплава стандарта ISO производства компании ISCAR (рис. 7.1).
Применение данного инструмента позволяет сократить номенклатуру приобретаемого инструмента, затраты на инструмент ( необходимо менять пластины а не весь резец), вспомогательное время (нет смены инструмента во время обработки),время на переналадку оборудования и позволяет работать на высоких режимах резания с высокой производительностью.

Рис. 7.1 Общий вид резца для черновой токарной обработки
Черновое точение
Державка: PCLNR/L 2020К-12
Пластина: CNMG 120408T-NR
радиус при вершине r=0,8 мм
сплав пластины IC 9250
твёрдый сплав, покрытый методом химического осаждения тремя слоями покрытия из TiN, AL2 O3 , TiCN.
Рекомендуемые режимы резанья:
V=150..250 м/мин
S=0,15..0,5 мм/об
t= до 5мм
В качестве контрольно-измерительного инструмента используется штангенциркуль.