Курсовая работа: Разработка технологического процесса обработки ступенчатого вала
N – годовая программа выпуска деталей.
tв = ![]() = 6,21 (мин/шт),
= 6,21 (мин/шт),
Обычно считается, что коэффициент серийности определяет количество различных операций по обработке детали, закрепленных за одним станком в течение года: для массового производства Кс = 1…2, для крупносерийного Кс = 2…10, для серийного Кс = 10…20, для мелкосерийного и единичного Кс> 20.
Т.к. Кс = наше производство является крупносерийным.
4. Выбор способа получения заготовки
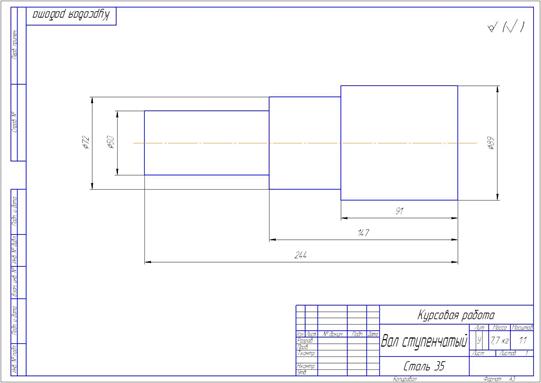
Валы изготовляют из штучных заготовок, отрезанных от горячекатаного или холоднотянутого прутка, а так же из заготовок, получаемых штамповкой, поперечным прокатом или ротационным обжатием. Выбор заготовки должен быть обоснован
Вал изготавливается из материала – Сталь 35. Для выбора подходящего способа получения заготовок необходимо провести анализ химического состава материала и его механических свойств, данные свести в таблицу 4.1 и 4.2.
Химический состав стали 35 - содержание компонентов, % (максимум)
Таблица 4.1
| С | Si | Mn | Cr | Ni | S | P | Cu | N |
| 0,32-0,40 | 0,17-0,37 | 0,50-0,80 | 0,25 | 0,30 | 0,040 | 0,035 | 0,30 | 0,008 |
Механические свойства стали 35
Таблица 4.2
|
σТ, кгс/мм2 |
σВ, кгс/мм2 | δ,% | Ψ, % | НВ (не более) | |
| Не менее | горячекатанный | отожженый | |||
| 32 | 54 | 20 | 45 | 207 | 187 |
Выбор метода получения исходной заготовки определяется типом производства, экономическим факторами и техническими возможностями производства.
В массовом и крупносерийном производстве валы изготовляют из штучных заготовок, обеспечивающих эффективное использование металла (коэффициент использования металла КИМ = 0,65…0,7) и значительное сокращение трудоемкости механической обработки. Штучную заготовку из прутка заменяют штамповкой, если КИМ повышается не менее чем на 5%.
Определим коэффициент использования материала заготовки по формуле:
Ким= ![]() ,
,
где Мд- масса детали;
Мз – масса заготовки.
Ким= ![]() =0,89
=0,89
Заготовку, получаем на горячештамповочном прессе в закрытом штампе.
5. Проектирование маршрутной технологии обработки детали
Процесс изготовления вала состоит из следующих этапов:
- Подрезка торцев, черновое точение диаметров, центрование отверстий;
- Фрезерование лысок;
- Чистовое точение диаметров.
6. Выбор технологических баз для механической обработки
В типовом технологическом процессе обработки деталей класса «Валы» (длинной более 120 мм) предусмотрено обеспечение принципа постоянства баз за счет обработки вала в центрах. Поэтому на первых операциях будет проходить черновая обработка диаметров и торцев вала, а так же получение центровочных отверстий.
Обработка будет производиться на станке токарном с ЧПУ DOOSANS280N. Зажим заготовки будет производиться кулачками самоцентрирующего токарного патрона с упором в торцы. Это позволит обеспечить постоянство линейных и диаметральных размеров.