Курсовая работа: Разработка технологического процесса сборки Штампа
Введение
1. Описание конструкции изделия и условий работы, технические характеристики; необходимые методы технологических испытаний
2. Анализ технологичности изделия
3. Описание схемы сборки, обоснование технологического маршрута
4. Подбор оборудования, оснастки
5. Расчет технологических параметров сборки
6. Расчет размерных цепей
7. Нормирование операций
8. Описание сборочного приспособления
9. Описание схемы установки
Список использованной литературы
Введение
Выполнение курсового проекта по курсам «Технология сборки ВРД», «Технология сборки машин», является одним из основных этапов практической подготовки инженеров. Практические навыки, приобретенные студентами в период самостоятельной работы над проектом, способствуют закреплению теоретических знаний, полученных в лекционных курсах.
В данном курсовом проекте разрабатывается технологический процесс сборки штампа, предназначенного для серийного производства деталей. Выполняется расчет технологических параметров сборки:
· Расчет усилий запрессовки
· Расчет усилий затяжки резьбовых соединений
· Выявление и расчет сборочных размерных цепей
Так же производится подбор оборудования и оснастки, нормирование сборочных операций. Для контроля работоспособности редуктора разрабатывается структурная схема испытательного стенда. Приводится описание приспособления для запрессовки – оправки.
Курсовой проект выполнен в современных программных пакетах, таких как «AutoCAD», «Unigraphics».
Приводится методика расчета сборочных размерных цепей в системе «Unigraphics». Параллельно приводится расчет размерных цепей аналитическим методом. Спроектирована объемная модель редуктора, с последующей визуализацией процесса сборки.
1. Описание конструкции изделия и условий работы, технические характеристики
Штамп предназначен для пробивки отверстий и обрубки по контуру заготовок.
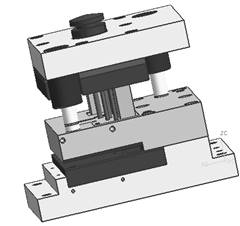
Штамп состоит из двух плит, плита верхняя и плита нижняя, которые собираются отдельнои позиционируются относительно друг другана одной из последней операции. Все детали штампа кроме пуансонов, изготавливаются из стали 45 ГОСТ1050-88. Штамп крепится на станине автоматической линии специальными уголками с помощью винтов. В направляющей и нижней плитах выполнен сквозной паз для точной фиксации листа. В верхнюю плиту ввинчена специальный хвостовик, служащая для подъема верхней плиты вверх, после того как произошла обрубка. Отходы падают в низ, в тару. Пунсоны встают в пуансоно-держатель по посадке с зазором, а направление их происходит с помощью направляющей плиты.
Технические характеристики:
1. Масса штампа m= 46,8 кг.
2. Габаритные размеры, мм 246×220×185
3.Усилие пробивки, т 9,5
2. Анализ технологичности штампа
Под технологичностью конструкции изделия понимают совокупность свойств конструкции, позволяющих вести технологическую подготовку производства, изготавливать, эксплуатировать и ремонтировать изделие при наименьших затратах труда, средств, времени и материалов по сравнению с однотипными конструкциями изделий того же назначения при обеспечении установленных показателей качества (ГОСТ 18831-73). Технологичность конструкции сборочной единицы, являющейся составной частью изделия, должна иметь те же свойства и обеспечивать технологичность изделия, в состав которого она входит.
По области проявления технологичности различают производственную технологичность конструкции и эксплуатационную. Производственная технологичность проявляется в сокращении затрат средств и времени на конструкторскую подготовку производства (КПП), технологическую подготовку производства (ТПП), процессы изготовления деталей, сборку и испытание; эксплуатационная — в сокращении затрат средств и времени на техническое обслуживание и ремонт изделия.
Технологичность конструкции оценивается качественно и количественно.
3. Описание схемы сборки, обоснование технологического маршрута
--> ЧИТАТЬ ПОЛНОСТЬЮ <--