Курсовая работа: Разработка технологического процесса сборки Штампа
TΔ=Nmax-Nmin=0,081-0,0 15 =0,0 66
3) Матрица в плиту нижнюю посадка 138 H7/m6.
Ø138H7
ES=0,04
IS=0
Ø138m6:
es=+0,04
is=+0,015
Smax= ES- is=0,04-0.015=0,025
Nmax=es-IS=0,04-0=0,04
TΔ=Nmax+ Smax =0,04-0,025=0,065
Расчет усилия запрессовки.
Посадка осуществляется с натягами Fz.
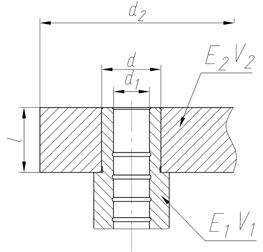
Усилие запрессовки рассчитывается по формуле:
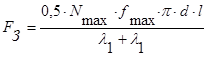
где N max – максимальная величина натяга в посадке, конструктивно заданная, [м];
f max – максимальный коэффициент трения в посадке, определяемый материалами деталей соединения, шероховатостями поверхностей, наличием смазки;
λ1,λ2 - коэффициенты радиальной податливости вала и втулки соответственно;
l – длина посадочного размера [м].
Коэффициенты радиальной податливости определяют по формуле:
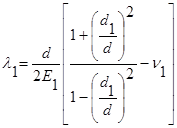 ;
; 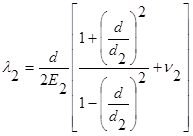 .
.
где: d –диаметр посадки [м];
Е1 , Е1 – Модули упругости материалов вала и втулки [Н/м²];
ν 1 , ν 2 - Коэффициенты Пуассона материалов вала и втулки соответственно;
λ 1 . Результаты расчетов представлены в таблицах 1,2.
![]()