Курсовая работа: Разработка технологического процесса сборки Штампа
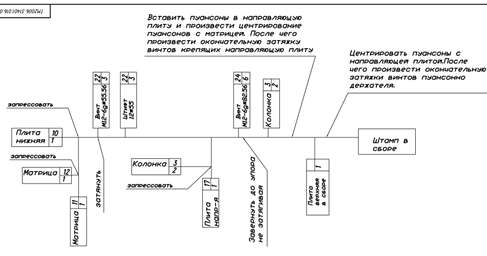
1. Общая схема сборки:
4. Подбор оборудования, оснастки
При сборке данного штампа используется следующий инструмент:
Операция 010. Слесарно-сборочная.
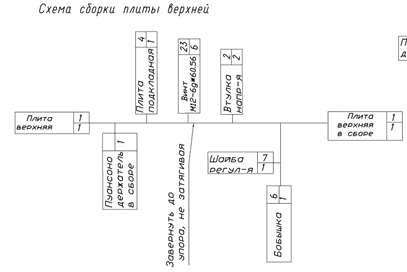
Направляющая втулка запрессовывается в верхнюю плиту по посадке H8/u8 с усилием запрессовки Fз =![]() H. В качестве оборудования выбран пресс гидравлический усилием 10 тонн.
H. В качестве оборудования выбран пресс гидравлический усилием 10 тонн.
Направляющие колонки запрессовываются нижнюю плиту по посадке H8/u8 с усилием запрессовки Fз =![]() H. В качестве оборудования выбран пресс гидравлический усилием 10 тонн.
H. В качестве оборудования выбран пресс гидравлический усилием 10 тонн.
Матрица устанавливается по посадке H7/m6 так как посадка переходная выбран молоток 7850-0117 ГОСТ 2310-77.
Болты затягиваются Ключ торцовый 10-80 ГОСТ 1068-54
5. Расчет технологических параметров сборки
Расчет натягов втулки.
1) Направляющая втулка в плиту верхнюю.
Ø33 H 8
ES =0,039
IS =0
Ø33 u 8:
es =+0,099
is =+0,06
Nmin = is - ES =0,06- 0,039=0,021
Nmax=es-IS=0,099-0=0,099
TΔ=Nmax-Nmin=0,099-0,021=0,078
2) Направляющая колонка в плиту нижнюю.
Ø 20 H8
ES=0,03 3
IS=0
Ø33u8:
es=+0,081
is=+0,048
Nmin=is-ES=0,048-0,033=0,015