Курсовая работа: Разработка технологического процесса сборки Штампа
7. Очистить развертку и деталь от стружки
При развертывание под штифт поз.25: τ=1,4 мин.
При развертывание под штифт поз.26: τ=0,88 мин
Выполняемые переходы при вворачивание винтов
1. Взять винт и ввернуть на 2…3 нитки.
2. Взять инструмент
3. Ввернуть винт окончательно.
4. Отложить инструмент.
При ввертывание винтов поз.22: τ=0,43 мин.
При ввертывание винтов поз.23: τ=0,52мин.
При ввертывание винтов поз.24: τ=0,60 мин.
Другие выполняемые переходы:
Время транспортирования щтампа на склад составляет τ=1,88 мин.
Операция 005. Слесарно-сборочная. – τ=10,72 мин.
Операция 040. Транспортная. – τ=1,5 мин.ё
Операция 045. Испытания механические. – τ=10,42 мин.
Операция 015. Транспортная. – τ=1,88 мин.
8. Описание сборочного приспособления
Поворотный стол сделан для удобства сборки штампа. Стол выполнен в виде решётки, что бы была возможность поставить винты с низу.
Конструкция сварная. На поворотной втулке поз.3 поставлена рукоятка поз2, что бы рабочий мог быстро зафиксировать стол от поворота. Внутренняя поверхность этой втулки должна быть смазана ЦИАТИМ-210 ГОСТ 6267-74.
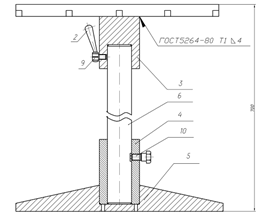
На основании поз.5 просверлены 2 отверстия для того чтобы можно было демонтировать втулку поз.4. Приспособление является универсальным. Так что на нем можно собирать и другие узлы, масса которых не превышает 200кг.
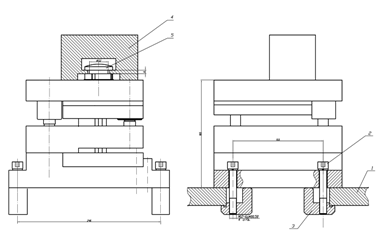
9. Описание схемы установки
Порядок установки:
Постановка штампа на линию2 осуществляется в ручную
1. Поставить штамп на станину поз,1 так что бы хвостовик поз,5 штампа зашел в специальную проточку, выполненную в плите поз, 4
2. Поставить винты поз,2 в отверстия и завинтить их в специальный уголок поз,3,
3. Контролировать размеры штампованной детали относительно эталона,
4. Осмотреть пуансоны, задиры, сколы не допустимы.
5 Направляющие втулки должны перемещаться по колонкам без заеданий
Список литературы