Курсовая работа: Разработка устройства согласования
· Базовое устройство с пантографом.
· Головка с автоматическим вакуумным захватом.
· Встроенная вакуумная помпа или внешний компрессор.
· Набор вакуумных наконечников.
· Карусельный питатель для подачи компонентов из россыпи.
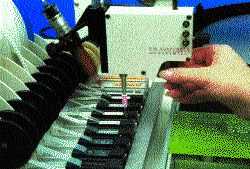
Рисунок 1.4 – Ручной манипуляторы установки компонентов
Некоторые манипуляторы оборудуется дозатором паяльной пасты, системой пайки горячим воздухом, системой визуального контроля.
Производительность такого оборудования существенно зависит от мастерства оператора. В среднем эта цифра колеблется от 200 до 600 компонентов в час.
При изготовлении оборудования такого уровня производители практически не отличаются один от другого, и все марки очень похожи. В России наиболее известны такие фирмы, как ESSEMTEC, FRITSCH, DIMA. При одинаковом качестве наиболее выгодная цена у швейцарской фирмы ESSEMTEC.
Многие ручные установщики могут быть переоборудованы до полуавтоматических. При этом работу такого манипулятора контролирует компьютер, что существенно увеличивает производительность за счет исключения ошибок установки. В этом случае работу также производит оператор, но машина существенно облегчает его действия. По заранее разработанной программе машина показывает, какой элемент и из какого питателя необходимо захватить. После срабатывания вакуумного захвата машина показывает, куда необходимо установить компонент, и в точке установки сработают пневматические тормоза, зафиксировав вакуумную головку. Оператору остается только развернуть элемент вокруг своей оси для соблюдения правильности установки и опустить элемент на плату. Вакуумная головка автоматически отпустит элемент. Производительность таких систем 600-800 компонентов в час.
Кроме того, необходимо отметить, что и ручные и полуавтоматические манипуляторы могут быть оборудованы системой установки FINE PITCH компонентов. Эта система позволяет производить точное совмещение выводов микросхемы с контактными площадками на плате с помощью микрометрических винтов и автоматическую установку элемента на плату. Такие системы позволяют устанавливать бескорпусные элементы от 0201 и микросхемы с шагом до 0,4 мм.
Наиболее недорогими являются полуавтоматы японской фирмы MDC — это ECM 93, ECM 96, ECM 98. Они имеют производительность от 2000 до 3500 компонентов в час и работают для своего уровня достаточно стабильно. В этом случае более интересен автомат CLM 9000 швейцарской фирмы ESSEMTEC. Производительность этой машины 2200–3600 компонентов в час, в базовую комплектацию включен лазерный центратор и автоматическая система смены инструмента. Машина имеет питатели с микропроцессорным контролем, что позволяет перенастраивать ее очень быстро. На практике переналадка сводится к перезагрузке программы.
Более производительное оборудование поставляют фирмы Universal, Philips, Siemens.
Оплавление
После нанесения паяльной пасты и установки элементов следует этап оплавления. Для этого используют печи, которые отличаются количеством зон нагрева и методом подогрева — инфракрасным, конвекционным, смешанным.
Инфракрасные печи имеют низкую цену и применяются при изготовлении несложных плат. Обусловлено это тем, что инфракрасный тип нагрева имеет целый ряд отрицательных эффектов. Наиболее существенно влияют на работу следующие:
· Теневой эффект. Высокие элементы могут закрывать более низкие, создавая так называемую «тень», то есть зону, где высока вероятность непропая. Также некоторые элементы могут закрывать свои собственные выводы.
· Существенное влияние на процесс пайки оказывает отражающая способность корпуса элемента.
· Нестабильность распределения температуры внутри отдельных зон.
Всех этих отрицательных моментов лишены печи с конвекционным методом нагрева. Горячий воздух распределяется внутри рабочего объема печи таким образом, что в каждой точке создаются одинаковые условия пайки, одинаковая температура. Зависимость от отражающих качеств элемента отсутствует.
Но управлять горячим воздухом труднее и выполнять это технически также сложнее. Поэтому конвекционные печи имеют цену значительно выше. Из инфракрасных наиболее распространенными являются печи швейцарской фирмы ESSEMTEC. Это RO 180, RO 260, RO 400.
Из конвекционных печей более всего российскому потребителю известна продукция английской фирмы Reddish Electronics, это модели: SM-500 — камерная конвекционная печь, SM-1500, SM-1500, SM-3000 конвейерные конвекционные печи; и конвекционные печи Quattro Peak 3,5 и 4,0 (рис 1,5).

Рисунок 1.5 - Конвекционная печь Quattro Peak 3,5
Основные особенности Quattro Peak 3,5 состоят в передаче тепла в пиковой зоне через щелевые сопла (запатентованные "Slot nozzles") и наличия двух пиковых зон.
Щелевые сопла позволяют создать на поверхности платы ламинарный поток воздуха для более эффекной передачи тепла. Двойная пиковая зона позволяет избежать разницы в температуре нагрева больших и маленьких компонентов.
Пайка штыревых компонентов на плате осуществляется двумя способами:
· ручная;