Научная работа: Исследование процесса вытяжки заготовки "стакан"
На рис. 59 представлен график силы вытяжки
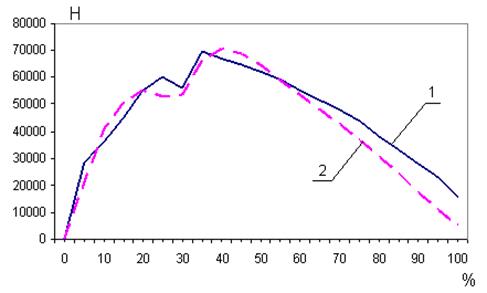
Рис. 66. Сила вытяжки (Вариант 3); 1 – практическая зависимость; 2 – теоретическая зависимость.
Вид графика с двумя экстремумами объясняется тем, что в процессе с принудительным утонением существуют два этапа. Первая стадия (0 – 35 шаг) характеризуется пространственным изгибом, увеличением поверхности контакта и нарастанием технологического усилия. Вторая стадия при вытяжке с утонением характеризуется спрямлением в меридиональном сечении элементов фланца, уменьшением поверхности контакта заготовки с матрицей и уменьшение технологического усилия. В данном случае между первой и второй стадиями имеется переходный этап, когда устанавливаются контуры зоны утонения очага деформации: на графике это резкий скачок на 33-39 шаге. На рис. 59 характер кривых в зависимостях, полученных теоретически и при расчете математической модели, практически идентичны.
В случае, когда зазор меньше толщины заготовки:
коэффициент вытяжки составляет md =![]()
 ;
;
коэффициент утонения стенки mS = ;
;
действительный коэффициент утонения стенки с учетом утолщения краевой части заготовки  ;
;
достижимые значения коэффициентов md и mS составляют соответственно 0,44 и 0,6.
коэффициент утонения дна заготовки: ![]() =
= .
.
По сравнению с двумя предыдущими задачами (зазор больше толщины заготовки и зазор равен толщине заготовки), в данной задаче наблюдается большее, чем в первых задачах, утонение стенки, и гораздо большее утонение дна. Из рис 52 видно, у заготовки утоняется дно и значительно утоняется боковая стенка. Распределение толщины боковой стенки неравномерное. Наибольшее утонение имеет место на радиусе пуансона. В этом месте утонение заготовки протекает наиболее интенсивно. Значительное утонение боковой стенки заготовки выше радиуса скругления пуансона возникает из-за возникновения больших сил трения на радиусе скругления матрицы, где материал претерпевает значительные деформации при входе в зазор.
При вытяжке с зазором меньше толщины заготовки расчет степени формоизменения проводится по формуле (2) при ![]() и
и ![]() :
:
![]()
Действительная степень формоизменения для вытяжки с меньшим зазором при ![]() и
и ![]() равна:
равна:
![]()
Достижимая степень формоизменения равна 0,6.
На рис. 66 – 68 представлены диаграммы пластичности материала Х18Н10Т в характерных точках (рис. 1) при вытяжке с зазором равным толщине заготовки.
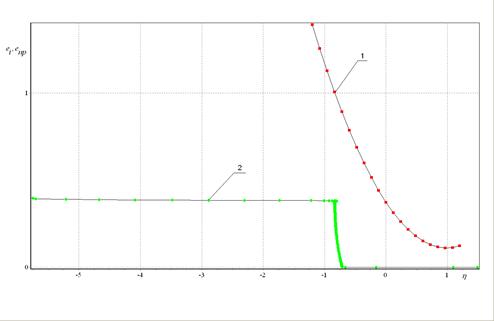
Рис. 67. Вытяжка заготовки типа стакан с зазором 1,33 мм; 1 – диаграмма предельной пластичности (сталь Х18Н10Т); 2 – траектория деформирования заготовки в точке 1
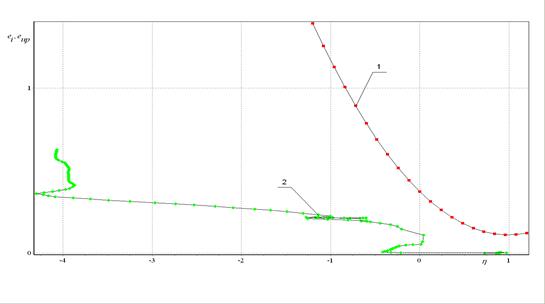
Рис. 68. Вытяжка заготовки типа стакан с зазором 1,33 мм; 1 – диаграмма предельной пластичности (сталь Х18Н10Т); 2 – траектория деформирования заготовки в точке 2

Рис. 69. Вытяжка заготовки типа стакан с зазором 1,33 мм; 1 – диаграмма предельной пластичности (сталь Х18Н10Т); 2 – траектория деформирования заготовки в точке 3
Исследовав пластическое состояние заготовки по схеме вытяжки с зазором меньшим толщины заготовки (1,33 мм), установлено, что в зоне точки 3 происходит исчерпание ресурса запаса пластичности, материал разрушается.
Заключение
На основе математического моделирования операции вытяжки детали типа «стакан» из плоской заготовки можно сделать следующие выводы:
1. Анализ графических зависимостей показывает, что на свободном крае заготовки радиальные и осевые компоненты напряжений и деформаций стремятся к нулю. Окружные напряжения и деформации – сжимающие, возрастают по ходу процесса.
2. В зоне контакта с матрицей радиальные и осевые напряжения являются растягивающими, а окружные сжимающими. Осевая компонента является растягивающей, а радиальная компонента находится в зоне сжатия. Окружная компонента равна 0.
3. Под пуансоном все компоненты напряжений являются сжимающими, а окружная растягивающей. Осевая компонента является растягивающей, а радиальная компонента находится в зоне сжатия. Окружная компонента равна 0.