Реферат: Основы взаимозаменяемости
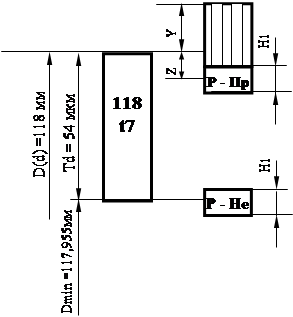
Р-НЕ min = 118,104 – 0,006 / 2 = 118,101
 | |||
 | |||
|
| ||
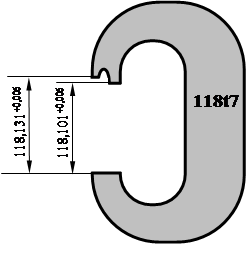
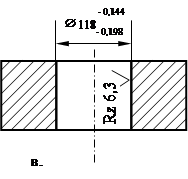
Рис. 1.3. Схема полей допусков (а) и эскизов калибра-скобы (б).
1.9. Выбор средств измерения зависит от форм контроля, масштабов производства, конструктивных особенностей деталей, точности их изготовления и производится с учетом метрологических, конструктивных и экономических факторов. В ГОСТ 8.051 – 81 значения допустимой погрешности – δ размеров приведены в зависимости от величины допуска изделия – IT. Допустимая погрешность измерения показывает, на сколько можно ошибиться при измерении размера заданной точности в меньшую и в большую сторону, т.е. имеет знаки ± δ.
Для нахождения допустимой погрешности пользуемся табл.П.1.6. [2, с.51] и по таблице П.1.7. [2, с.63] выбираем соответствующие средства измерения.
Данные по выбору измерительных средств.
Таблица 1.6.
| Размер | IT ≡ TD ≡ Td , мкм | δ , мкм | ±∆ lim , мкм | Наименование средства измерения |
| Æ 118U8 | 54 | 12 | 10 | Рычажный микрометр (i = 0,002 мм). |
| Æ 118t7 | 35 | 35 | 10 | Рычажный микрометр (i = 0,002 мм). |
1.10. Выбираем значения шероховатости поверхности отверстия и вала и назначаем финишный способ их обработки.
Определяем значение шероховатости поверхности (мкм) для посадки Ø 146 R11/s10:
для отверстия - RZD = 0,125 х TD ; для вала - Rzd = 0,125 х Td ,
RZD = 0,125 х 54 = 6,75 мкм; Rzd = 0,125 х 35 = 4,375 мкм.
Стандартные значения: RZD = 6,3 мкм, Rzd = 4 мкм.
Финишная (завершающая технологический процесс) обработка: табл.1.7.,1.8. методички
- для отверстия – растачивание на токарных станках чистовое;
- для вала – наружное тонкое точение (алиазное).
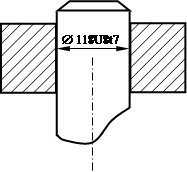
![]() 1.11. Выполним эскиз сопряжения и деталей:
1.11. Выполним эскиз сопряжения и деталей:
 | ||
 | ||
 | ||
| ||
| ||
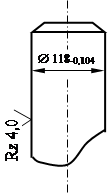
Рис.1.4. Эскиз сопряжения (а), вала (б) и отверстия (в)
Задача 2.
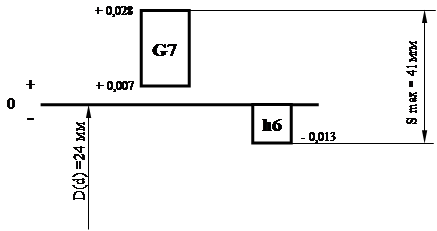
1.12. По заданной посадке сопряжения заполняем итоговую таблицу и строим схему полей допусков.
Таблица 1.7.
| Обозначение заданного соединения Æ 24 G9/h6 | |||
| Параметры деталей посадки | Отверстие |
Условное обозначение Допуск, мм TD Основное отклонение Предельное отклонение верхнее ES = TD + EI ES = 0,021 + 0,007 = 0,028 (мм) нижнее EI Предельные размеры Dmax = D + ES; Dmax = 24 + 0,028= 24,028 (мм) Dmin = D + EI; Dmin = 24 + 0,007 = 24,007 (мм) | Æ 24 G7 0,021 (EI) +0,028 +0,007 24,028 24,007 |
| Вал |
Условное обозначение Допуск, мм Td Основное отклонение Предельное отклонение верхнее es ( мм) нижнее ei = es - Td ; ei = 0 – 0,013 = -0,013 Предельные размеры dmax = d + es; dmax = 24+0 = 24 (мм) dmin = d + ei; dmin = 24 + (-0,013) = 23,987 (мм) | Æ 24 h6 0,013 (es) 0 -0,013 24 23,987 | |
| Параметры посадки | Номинальный размер,D ; d (мм) Зазор (натяг), Nmax = dmax - Dmin ; Nmax = 24 - 23,987 = 0,013 (мм). Nmin = dmin - Dmax ; Nmin = 23,987 - 24,028 = - 0,041 (мм) Допуск посадки, мм TN = Nmax - Nmin ; TN = 0,013 – (-0,041)= 0,41 мм. Группа посадки Система допусков | 24 0,013 -0,041 0,054 переходная комбинир. | |
 .
.
 |
Рис.1.5. Схема полей допусков посадки Æ 24 G9/h6