Реферат: Технологические требования к конструкции штампованных деталей часть 1
С учетом припуска на обрезку получаем заготовку:
А1 = 540 мм; А2 = 500 мм; В = 520 мм.
Радиус заготовки в углах коробки рассчитывается как для вытяжки стаканчика с фланцем по формуле:
R 0 = ![]() , (3. 2)
, (3. 2)
где r у – радиус коробки, rу = R = 100 мм;
R ф = 115,8 мм.
R 01 = ![]() мм;
мм;
R 02 = ![]() мм.
мм.
Проведем построение заготовки:
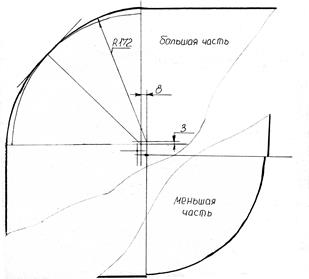
рис. 3.2. Большая и меньшая часть заготовки.
Учитывая, что будет производиться отгибка фланца, для облегчения изготовления принимаем радиус закругления в большей части R = 180 мм, в меньшей части R = 160 мм, тогда заготовка имеет вид:
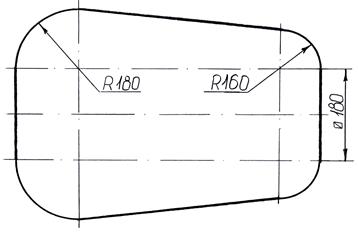
рис. 3.3. Эскиз заготовки – развертка на плоскость.
Для уменьшения отхода дорогостоящего материала, с учетом того, что изготовление будем производить вырубкой из карточки, наименьшие размеры которой 540 ´ 520 мм, выбираем по ГОСТ 19903 – 74 лист размером 1100 ´ 2200. Таким образом, получим при размерах карточки 550 ´ 550 раскрой, указанный на листе МТ6127.06.004.00
Оценку экономичности производим по величине полезного использования металла ([1], стр. 290):
к и = ![]() , (3. 3)
, (3. 3)
где f – площадь поверхности детали,
f = 520 ´ 180 + ![]() +
+ ![]() + 340 ´ 180 = 245860 мм2 ;
+ 340 ´ 180 = 245860 мм2 ;
m – количество деталей из листа, m = 8 штук
к и = ![]()
3.1.3 Разработка технологического процесса.
Предварительный расчет требуемого количества операций вытяжки производится по общей величине деформаций, необходимой для превращения плоской заготовки в прямоугольную коробку. Здесь пригоден метод подсчета, аналогичный методу, применяемому при расчетах многооперационной вытяжки цилиндрических деталей по коэффициентам вытяжки. Эти коэффициенты представляют собой отношения длины периметров вытянутой детали и заготовки.
Для предварительного определения количества операций вытяжки вполне допустимы некоторые упрощения подсчетов длины контура.
Для определения количества операций вытяжки найдем общую деформацию ([1], стр. 144):
m об = ![]() (3. 4) в нашем случае А = В = 411,6 мм; L = 520 мм; K = 520 мм
(3. 4) в нашем случае А = В = 411,6 мм; L = 520 мм; K = 520 мм
m об = ![]()
Таким образом, можно с уверенностью сказать, что коробку высотой 160 мм с нашими габаритными размерами можно получить за один переход, радиус R 100 удовлетворяет условию ([1], стр.154, табл. 70). Наименьший радиус углового закругления при вытяжке коробок с фланцем:
r y = 0,62 H = 0,62 ´ 160 = 99,2 мм