Реферат: Технологические требования к конструкции штампованных деталей часть 1
При вытяжке прямоугольных коробок с фланцем ([1], стр. 113) ввиду значительной неравномарной деформации вдоль контура обязательно необходима последующая обрезка неровного фланца. (Требования смотри выше.) Это упрощает технологические рассчеты заготовки. Построение заготовки производится путем развертки коробки на плоскость.
Длина выпрямленной стенки находится по уравнению:
1) L = L1 + L2 + ![]() p, (3. 13)
p, (3. 13)
при rд = 50 мм, rм = 5 мм, L1 = 11мм,
L2 = 0 мм
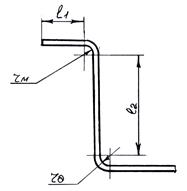
рис.3.4. Отдельный элемент детали.
L = 11 + ![]() p = 97,35 мм
p = 97,35 мм
2) L = L1 + L2 + ![]() p
p
L = 11 +![]()
![]() p = 53,82 мм
p = 53,82 мм
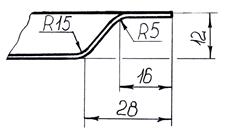
рис. 3.5. Отдельный элемент детали (радиусы скругления дна и фланца).
3) Поскольку высота детали изменяется вдоль длинной стороны детали, рассчитываем длины стенки в наибольшей части и наименьшей части, таким образом:
Lб = 11 + 30 + ![]() p = 72,4 мм
p = 72,4 мм
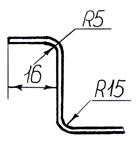
рис. 3.6. Отдельный элемент детали (длина стенки).
Lм = 11 + ![]() p = 42,4 мм
p = 42,4 мм
Рассчитываем высоту развертки.
Деталь после гибки:
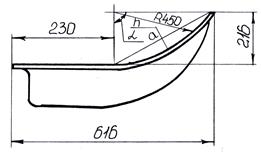
рис. 3.7. Чертеж детали после гибки.
а = ![]() = 442,3 мм
= 442,3 мм
tg![]() = a / 2b = 442,3 / 450 ´ 2
= a / 2b = 442,3 / 450 ´ 2
![]() = 31° 30¢ Þ a = 63°
= 31° 30¢ Þ a = 63°
тогда l = ![]() =
= ![]() = 494,5 мм (3. 14)
= 494,5 мм (3. 14)
Деталь до гибки (после вытяжки):
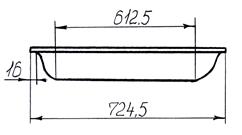
рис. 3.8. Чертеж детали до гибки.
Полная развертка детали будет: