Курсовая работа: Автоматизация питающего бункера чесальной машины
В настоящее время существует около 30 модификаций чесальных машин, предназначенных для чесания волокон различных видов и отличающихся друг от друга производительностью.
Чесальная машина ЧМД-5 предназначена для выработки чесальной ленты из средневолокнистого хлопка, а также из смеси этого хлопка с химическими волокнами длиной до 40 мм (до 25% химических волокон), удовлетворяющей требованиям, предъявляемым к полуфабрикату для пневмомеханического прядения. Машина может применяться в автоматических поточных линиях.
На машине производится разделение пучков волокон на отдельные волокна путем многократного чесания, а также очистка их от сорных примесей с удалением пуха и непрядомых волокон. Очищенное и расчесанное волокно на выходе преобразуется в ленту, укладываемую лентоукладчиком в таз.
Машина эксплуатируется в чесальных цехах хлопкопрядильного производства.
Однако во всех случаях для электропривода чесальных машин применяют асинхронные электродвигатели с короткозамкнутым ротором, так как процесс чесания не требует регулирования скорости рабочих органов машины. Следует отметить, что электропривод чесальных машин работает в исключительно тяжелых условиях. Это объясняется значительными маховыми массами вращающихся органов машины, которые в 100—300 раз превосходят маховые моменты приводных электродвигателей. Вследствие этого в год выходит из строя около 40% электродвигателей, установленных на чесальных машинах.
С целью повышения надежности работы электропривода чесальных машин привод рабочих органов осуществляется от двух асинхронных электродвигателей, один из которых приводит в действие главный и приемный барабаны, вентилятор и гребенную коробку, а второй — систему питания.
Трехскоростной электродвигатель М2 обеспечивает заправочную скорость и одну из двух рабочих скоростей (установочную), что достигается переключением обмоток статора в звезду, треугольник или и двойную звезду, т. е. изменением числа полюсов электродвигателя.
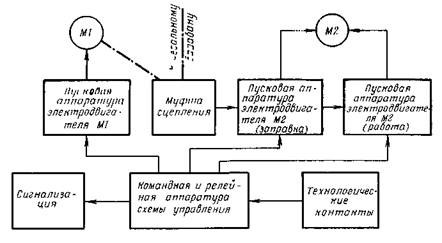
Рисунок 1. Структурная схема управления чесальной машиной
Структурная схема управления чесальной машиной (см. рисунок 1) предусматривает:
· пуск и реверсирование электродвигателя М1;
· пуск электродвигателя М2 системы питание—выпуск на заправочную и рабочие скорости;
· автоматическое отключение электродвигателя М2 при нарушении технологического процесса (утонение или обрыв ленты перед лентоукладчиком, открывание крышки лентоукладчика, забивание ленты);
· аварийный останов машины;
· останов электродвигателей М1 и М2 кнопками;
· автоматический останов машины при снятии ограждений и срабатывании холста;
· автоматическое регулирование линейной плотности ленты;
· сигнализацию о наличии напряжения, срабатывании холста, обрыве ленты.
Пуск машины производится следующим образом. Сначала при отключенной фрикционной муфте главного барабана включают электродвигатель М1. Разгон его длится 5—10 с. В это время путевые выключатели фрикционной муфты исключают возможность пуска электродвигателя М2. Затем включается фрикционная муфта и начинается разгон главного барабана машины (60—120 с). После разгона главного барабана мри включенной фрикционной муфте включают электродвигатель М2: сначала кнопкой «заправка» на пониженную скорость, а затем кнопкой «работа» — на рабочую скорость.
При всех нарушениях технологического процесса отключается электродвигатель М2 и зажигается сигнализация. После устранения технологических неполадок пуск электродвигателя М2 производится в приведенной выше последовательности.
Фрагмент функциональной схемы автоматизации чесальной машины показан на рисунке 2. Мнемосхема выполненная в GENESIS на рисунке 3.
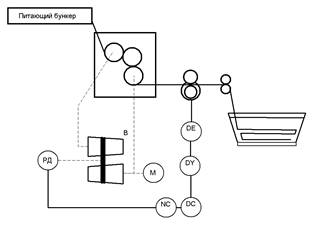
Рисунок 2. Фрагмент функциональной схемы автоматизации чесальной машины.
Регулятор ЛПЛ на чесальной машине ЧМД-5, разработанный во ВНИИЛтекмаше, имеет пневматический датчик ПД, который устанавливают на выходе вытяжной пары. Привод выпускного цилиндра осуществляется с постоянной частотой вращения от основного электродвигателя, а привод питающего цилиндра – с переменной частотой вращения через вариатор, коэффициент передачи которого изменяется в соответствии с сигналом регулятора ЛПЛ.
При изменении ЛП ленты на выходе вытяжной пары сигнал с пневматического датчика ПД подается на вход преобразователя ПЭП, и далее на вторичный прибор, где сравнивается с заданием. Сигнал рассогласования подается на реверсивный двигатель РД, который перемещает ремень вариатора и тем самым изменяя коэффициент передачи вариатора.
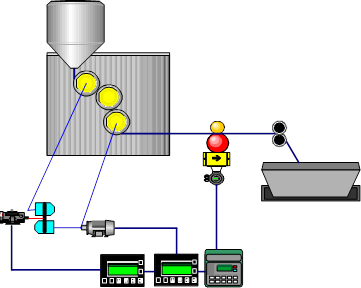
Рисунок 3. Мнемосхема чесальной машины
1.2 Обоснование необходимости автоматизированного контроля и управления
Одной из основных операций на чесальных, ленточных и прядильных машинах является «утонение» продукта, причем к равномерности свойств получаемого продукта по длине (толщине, прочности и т.д.) предъявляются очень высокие требования.
Задачу выравнивания продукта решают разными методами. В некоторых случаях – за счет увеличения переходов (продукт утоняют вытягиванием, а затем, складывая несколько лент, снова их вытягивают). Однако в последнее время все большее внимание уделяется автоматическим методам выравнивания продукта, позволяющим получать продукцию высокого качества с меньшим количеством технологического оборудования. Развивается тенденция к сокращению не только отдельных однотипных машин (например, ленточных), но и целых переходов.