Курсовая работа: Машинно-аппаратурная схема производства томатного пюре мощностью 1 т в сутки
72
137
|
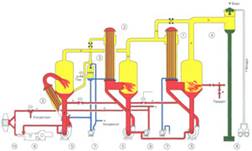
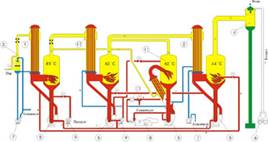
Также можно использовать вакуум-выпарную установку типа ТПС-600 смешанного типа – прямоточно-противоточного. После финиширования томатная пульпа с температурой 60–70 °С поступает в сборник 1, а затем в корпус I, где она кипит при температуре 45 °С. Здесь удаляется до 35% влаги, а массовая доля сухих веществ возрастает. Затем томатная масса поступает на высокотемпературную стерилизацию при температуре 125 °С в течении 70 сек в высокотемпературный стерилизатор 2. деаэрированную и частично уваренную массу – полуконцентрат с температурой 125 °С направляют во вторую ступень уваривания при температуре 90–95 °С. Соковый пар, образующийся как при самоиспарении, так и при уваривании массы в корпусе II, используют в качестве греющего пара в корпусе III, где при температуре 65–70 °С происходит уваривание до нужной массовой доли сухих веществ. Острый греющий пар подают в корпус II. Соковыми парами корпуса II обогревают корпус III. Вторичные пары корпуса III обогревают корпус I, увариваемый продукт между аппаратами движется по схеме I–II–III корпуса.
Высокотемпературная стерилизация полуфабриката по сравнению со стерилизацией пульпы перед увариванием улучшает качество продукта, уменьшает до 30% потери витамина С, сокращает расход пара, интенсифицирует теплообмен, снижает стоимость и эксплуатационные расходы. Производительность установки ТПС-600 составляет 22т пульпы в 1 ч.
Для перекачивания пюре применяют плунжерные насосы типа А9-КЛГ/4. производительность такого насоса 335 кг/ч; мощность электродвигателя 0,75кВт.
Фасуют консервы машинным способом или вручную. Проще всего механизировать фасовку консервов с содержимым в виде однородной массы, для которых применяют объемные наполнители.
Стеклянную тару проверяют визуально. Металлическую и стеклянную тару моют сначала горячей водой, потом ошпаривают острым паром. Шпарку стеклянной тары проводят вблизи и непосредственно перед фасовкой, что предотвращает термический бой при закладывании горячего содержимого.
Металлические крышки укладывают в сетки и окунают в кипящую воду на 2–3 мин.
Для фасования пюре используют автоматы. Физико-механические свойства продукта, требования к точности дозирования обусловили создание фасовочных машин различных конструкций.
Производительность карусельного фасовочного аппарата (шт./ч)
Q = Mn,
где М – число разливочных устройств автомата; n – частота вращениякарусели автомата, мин-1 .
Последовательность операций, выполняемых на карусельном автомате, следующая:
поступление порожней тары на нижний патрон карусели;
наполнение продуктом тары;
подъем нижнего патрона или опускание фасовочного устройства;
удаление наполненной тары.
Автомат наполнительный ДН2 предназначен для объемного дозирования и наполнения цилиндрических консервных банок. Основными узлами автомата являются станина, карусель с дозаторами, механизм приема и выдачи банок, продуктовый бак, копир, продуктопровод, регулятор подачи продукта, привод и электрооборудование. Основной особенностью автомата является принудительная подача продукта в банку при помощи поршней, движение которых управляется копиром.
Пустые банки поступают на конвейер приемного механизма и подаются к шнеку, который делит их поток по шагу и передает на приемную звезду. Звездой банки устанавливаются под дозаторы и, сохраняя свое положение под ними, перемещаются при вращении карусели. При движении поршнем копира вверх происходит подача продукта из бака в дозатор, при перемещении вниз доза продукта поступает в банку. При отсутствии банки продукт поршнем возвращается в бак. Управление подачей продукта в банку осуществляется клапаном, рычаг которого поворачивается наполняемой банкой. Наполненная банка выводной звездочкой передается на отводящий конвейер.
Одним из требований при производстве консервов является создание герметичной укупорки тары с продуктом. Применяются различные способы укупоривания стеклянных банок, и используется один способ укупоривания металлических банок так называемым «двойным швом».
Для герметизации банок с продуктом применяют автоматические и полуавтоматические закаточные и укупорочные машины.
Чтобы не было срывов крышек или разгерметизации стеклянной тары при расширении жидкостей (во время нагревания или стерилизации), в ней должно остаться свободное пространство, занимающее около 10% внутреннего объема.
Наполненные банки передают на герметизацию или сначала на эксгаустирование (вакуумирование).