Курсовая работа: Параметрическая идентификация динамических характеристик процесса формования изделий из композитов в автоклаве
- технологически заданной скорости выхода на режим;
- отсутствие автоколебаний (число перерегулирований должно быть не более 3-х).
При отклонении показателей от допустимых значений необходимо несколько изменить К1 и К2 и повторить проверку качества регулирования.
Рекомендации по изменению К1 и К2:
- при большое числе перерегулирований К2 увеличить;
- при недостаточной скорости нагрева К2 уменьшить;
- при большой погрешности регулятора К2 увеличить.
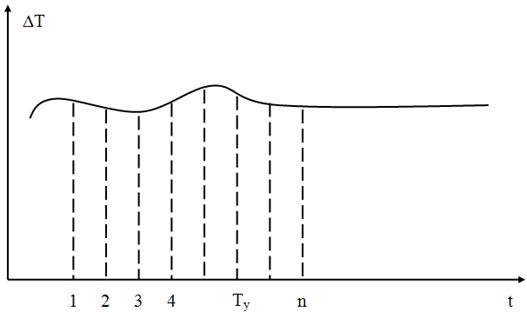
Рисунок 3 - Дискретизация сигнала по времени.
3 Калибровка технологического оборудования и измерительных средств
При использовании УВК в АСУ ТП одна из решаемых задач – это калибровка технологического оборудования и измерительных средств. Эта задача связана с изменением основного регламента функционирования УВК.
Задача калибровки - установить достоверность регистрации параметров ж обеспечить сохранение этой достоверности в течение заданного временного интервала.
К вопросам калибровки относится аттестация и поверка датчиков.
Наряду с традиционными способами аттестации возможно использованию УВК в качестве измерительного, регистрирующего средства с возможностью выдачи протокола.
Регламент работы в этом случае - измерение в контрольных точках э.д.с. термопары с вычислением отклонений от значений по ГОСТ 3044-84 градуировки термопар.
При обслуживании конкретного ТО с помощью УВК необходимо найти правильное соотношение между температурой задания и реальной температурой объекта, подвергающегося термической обработке. Это связано с тем, что термопары, как правило, не размещаются в активной зоне, например, в клеевом шве. Между температурой термопары и технологически заданной температурой существует различие. Оно неоднозначно по всей длине ТО и может меняться со временем. Поэтому задача калибровки - для конкретного ТО в каждой точке установить это соответствие. Для этого случая регламент функционирования УВК следующий.
Образцовый объект с термопарами, расположенными в зоне, где по технологии должна поддерживаться заданная температура приводится в состояние теплового равновесия при этой температуре с помощью УВК. Термопары, связанные с нагревателями ТО, присоединяются к свободным измерительным каналам УВК. Температуры, измеренные этими термопарами, в дальнейшем будут считаться температурами заданий в этих точках на период до следующей калибровки.
Периодической калибровке необходимо подвергать измерительные каналы УВК. Допускается калибровать каналы по образцовым напряжениям с выводом на печать значений температуры. При этом устанавливается соответствие шкалы измерения температуры 3000 ед = 250°С линейность кода по шкале и определяется предел основной приведенной погрешности измерения параметров.
При работе АТП по основному алгоритму работы системы регулирования периодически подтверждается заявленная точность регулирования параметров техпроцесса.
4. Неисправности и способы их устранения
Основным регламентом функционирования АТП является последовательность действий, обусловленных требованиями техпроцесса и обеспеченных рабочей программой. В общем виде диаграмма типового техпроцесса представлена на рис.5
t0 - включение системы;
t1 - увеличение параметра;
t2 - поддержание равновесия;
t3 - 2-ое увеличение параметра;
t4 - поддержание равновесия;
t5 - достижение режима;
t6 - поддержание режима;
t7 - выход из режима.