Курсовая работа: Разработка электропривода прошивного стана трубопрокатного агрегата
![]() − передаточное чисто редуктора.
− передаточное чисто редуктора.
Прокатный стан производит прокатку заготовок длинной ![]() м, причем при работе с максимальной (номинальной) скоростью на это затрачивается время
м, причем при работе с максимальной (номинальной) скоростью на это затрачивается время ![]() с. Следовательно линейная скорость продвижения заготовки (прокатки) в валках будет равна:
с. Следовательно линейная скорость продвижения заготовки (прокатки) в валках будет равна:
![]() м/с;
м/с;
Определим угол наклона оси валка к оси прошивки:
 ,
,
где![]() − диаметр валка по бочке.
− диаметр валка по бочке.
Определим угловую скорость вращения трубы при прокатке. При этом задаемся условием, в соответствии с которым труба прокатывается без скольжения, тогда угловая скорость вращения трубы при прокатке с максимальной скоростью будет равна:
![]() рад/с,
рад/с,
где![]() − наружный диаметр изготовленных труб.
− наружный диаметр изготовленных труб.
По условию задано время цикла ![]() с и время прокатки
с и время прокатки ![]() с. При регулировании с постоянством момента статического это время принимается за время работы с максимальной (номинальной) скоростью, тогда как при работе с минимальной скоростью, которая по заданию в пять раз меньше максимальной (номинальной) время цикла и прокатки соответственно увеличиваются в пять раз так как требуемый диапазон регулирования скорости
с. При регулировании с постоянством момента статического это время принимается за время работы с максимальной (номинальной) скоростью, тогда как при работе с минимальной скоростью, которая по заданию в пять раз меньше максимальной (номинальной) время цикла и прокатки соответственно увеличиваются в пять раз так как требуемый диапазон регулирования скорости ![]() .
.
В соответствии с найденными параметрами технологического процесса тахограмма принимает следующий вид:
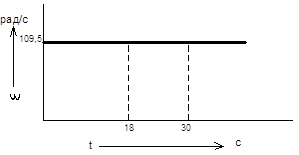
Рисунок 1.1− Тахограмма технологического процесса
1.2 Количественная оценка моментов и сил сопротивления
В течение времени холостого хода привода двигатель нагружен моментом холостого хода, создаваемым силами трения. Он приводиться в задании: ![]() Н*м;
Н*м;
Момент на валу двигателя во время прокатки:
![]() Н*м,
Н*м,
где![]() − статический момент на оси валков;
− статический момент на оси валков;
![]() − КПД передач.
− КПД передач.
1.3 Составление расчетной схемы механической части электропривода
Кинематическая схема электропривода прошивного стана трубопрокатного агрегата изображена на рисунке 1.2
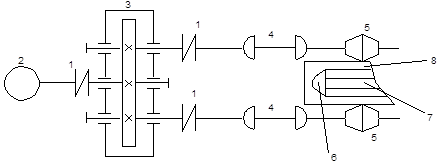
Рисунок 1.2− Кинематическая схема установки.
На рисунке введены следующие обозначения:
1− муфта;
2− электродвигатель;
3− редуктор;
4− шпиндель;
5− рабочий валок;
6− оправка;
8−стержень;