Курсовая работа: Разработка методики испытаний станка с числовым программным управлением
Станок должен быть запрограммирован на движение между заданными позициями со скоростью позиционирования резца:
- скорость вдоль оси X - 500 мм/с.
7.2 Порядок проведения испытаний
После закрепления измерительного оборудования предварительно запрограммированный станок запускают на выполнение программы.
В каждом цикле в каждой из пяти достигнутых позиций производится замер при помощи контрольно-измерительного средства и заносится в электронный протокол испытания.
Измерения должны быть сделаны во всех заданных позициях согласно стандартному измерительному циклу (см. рисунок 2). Каждая заданная позиция должна быть достигнута по пять раз в каждом направлении.
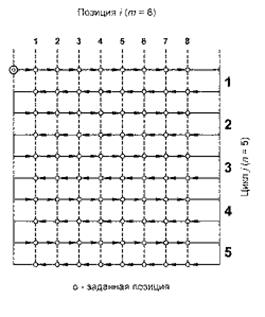
Рисунок 2 – Стандартный цикл измерений
7.3 Обработка результатов
Для каждой заданной позиции Р и для пяти подходов (n=5) в каждом направлении вычисляют границы отклонений по формулам:
|
|
(2) |
Параметры, которые должны быть определены в цифровой форме в результате проверки линейных осей:
- точность одностороннего позиционирования осей А и А¯,
рассчитываемые по формулам:
|
|
(3) |
- зона нечувствительности оси В, рассчитываемая по формуле:
|
|
(4) |
- среднее двустороннее позиционное отклонение оси М, рассчитываемое по формуле:
|
|
(5) |
Результаты испытаний фиксируются в протоколе, форма которого приведена в Приложении 1. При соответствии полученных данных паспортным характеристикам станка, протокол испытания вкладывается в паспорт станка и сохраняется до следующего испытания. При несоответствии параметров, станок выводят из плана пользования и проводят калибровку с последующими повторными испытаниями.
При невозможности установки приемлемых параметров обработки приглашаются специалисты из аттестационной организации для документального свидетельствования и понижении класса точности станка.
8 Расчет себестоимости методики
Определим среднюю ежегодичную стоимость испытаний по указанной методике.