Курсовая работа: Технологический процесс изготовления детали стаканчик с фланцем из латуни 2
Определяем количество переходов при вытяжке.
Рассчитаем коэффициент вытяжки:
Вытяжка осуществляется в несколько переходов, коэффициенты вытяжек для каждого перехода равны: ![]() .
.
Рассчитаем диаметры и высоту заготовки после каждого перехода:

Диаметр фланца принимает свои размеры после первой вытяжки. Последовательность вытяжки стакана с фланцем показана на рисунке 5.
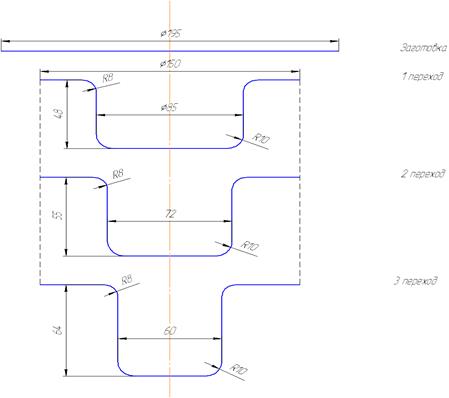
Рисунок 5 – Схема переходов вытяжки
2.2 Выбор вида и типа раскроя листового материала
В данной курсовой работе будем рассматривать вытяжку из целой ленты. Этот способ более экономичен по расходу материала.
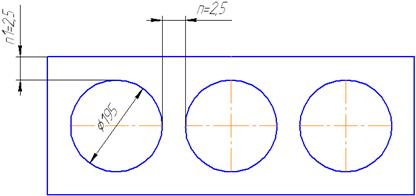
Рисунок 6 – Схема раскроя в целой ленте (![]() – величины перемычек от края ленты;
– величины перемычек от края ленты; ![]() – диаметр вырубаемого кружка)
– диаметр вырубаемого кружка)
Определим ширину ленты. Фактический размер заготовки берется больше расчетного на величину припуска ![]() (берется по таблице) на кольцевой отход при вырезке:
(берется по таблице) на кольцевой отход при вырезке: ![]() .
.
Фактическая ширина кольцевого отхода будет несколько больше расчетной величины вследствие растяжения материала при вытяжке. Для однорядной вытяжке в целой ленте: ![]() .
.
Шаг подачи для вытяжки в целой ленте: ![]() .
.
По данным размерам выбираем ГОСТ: лента ДПРНТ 1×220 НД Л62 ШТ. ГОСТ 2208–91.
Определим количество деталей, получаемых из одного рулона ленты при ее габаритных размерах ![]()
![]()
Необходимое количество рулонов 553. Коэффициент использования материала:
![]() .
.
2.3 Расчет количества операций и пооперационных размеров
1. Входной контроль рулона с размерами 40000×220×1 (по ГОСТу 2208–91). Производится в лаборатории, где проверяют химический состав и механические свойства стали. Рабочими производится визуальный контроль рулонов. На рулоне не должно быть вмятин, трещин, царапин, окалины, и следов коррозии. Поверхность рулона должна быть ровной и чистой. Рабочие производят 100% визуальный контроль внешнего состояния поверхности металла и 5% замер ширины полосы.
2. Вытяжка.
3. Вырубка круглых заготовок ñ 195 мм.
Операции 2 и 3 выполняются на совмещенном штампе.
4. Визуальный контроль рабочими 100% и контроль ОТК.
2.4 Расчет силовых параметров при вырубке заготовок
Вырубается заготовка диаметром ![]() и толщиной
и толщиной ![]() , двусторонний зазор
, двусторонний зазор ![]() . Вырубка происходит с обратным выталкиванием детали и пружинным съемом пуансона.
. Вырубка происходит с обратным выталкиванием детали и пружинным съемом пуансона.
![]() при
при ![]() ,
, ![]()