Курсовая работа: Технологический процесс изготовления детали стаканчик с фланцем из латуни 2
Матрицы вытяжные ………………………………..58–60
4. Технологическая карта полой цилиндрической детали с фланцем
|
Эскиз раскроя
| СГАУ, кафедра «ОМД» | Карта технологического процесса заготовительно-штамповочных работ | |||
| деталь | Стакан с фланцем | ||||
| Чертёж Рис. 1 | Программа выпуска | 100000 шт. | |||
| Материал – Л62 | Выход из рулона 181 штук | Студентка Еремина О.Ю. |
Группа 453 группа | Подпись | |
| Толщина 1 мм | Отход из полосы 2,3% | ||||
| Размер детали ñ150 мм; H=6‑мм; S=1 мм | Отход использ. – | Утвердил | |||
| Размер заготовки ñ195 мм | Рулонов на партию 553 | ||||
| Размер рулона 40000×220×1 | Вес отхода на партию 1228,12 кг |
Руководитель проекта Попов И.П. | Подпись | ||

| № пере-хода | Наименова-ние переходов | Обору-дование | Приспо-собление и шаблоны | Инструмент | Норма времени, мин | |||||
| Операт. | Прибав. | Штуч. | Подзак. | Спец. и разряд | ||||||
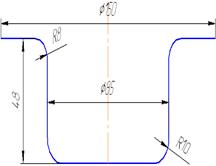 | 1 | Вытяжка 1 перехода |
Механический пресс 100т. | Шаблон детали первого перехода |
Совмещ. универ. штамп для вырубки и вытяжки. Диаметр пуансона ñ 85 | 0,022 | 0,025 | 0,047 | 0,002 |
Штамповщик 2 раз |
|
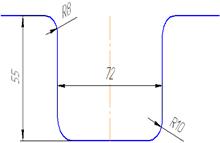
| 2 | Вытяжка 2 перехода |
Механический пресс 100т. | Шаблон детали второго перехода. |
Совмещ. универ. штамп для вырубки и вытяжки. Пуансон ñ 72 | 0,022 | 0,025 | 0,047 | 0,002 |
Штамповщик 2 раз |
|
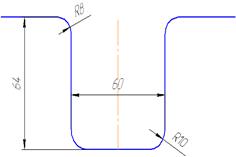
| 3 | Вытяжка 3 перехода |
Механический пресс 100т. | Шаблон детали третьего перехода. |
Совмещ. универ. штамп для вырубки и вытяжки. Пуансон ñ 60 | 0,022 | 0,025 | 0,047 | 0,002 |
Штамповщик 2 раз |
|
| 4 | Вырубка заготовки |
Механический пресс К-во Просмотров: 433
Бесплатно скачать Курсовая работа: Технологический процесс изготовления детали стаканчик с фланцем из латуни 2
| |||||||