Реферат: Технологические требования к конструкции штампованных деталей часть 2
Lп = L- dп (3. 29)
Матрица пригоняется к пуанону с требуемым размером
Z = 1,65 мм
Rп = 450-0,09
Rм = (450 - 1,65)+0,14 = 448,35+0,14 мм
3.3. Деталь «Крышка».
Деталь типа Крышка изготовляется из материала Лист АМГ6 М – 1,5 ГОСТ 21631 – 76, толщина материала S = 1,5 мм.
Материал – алюминий.
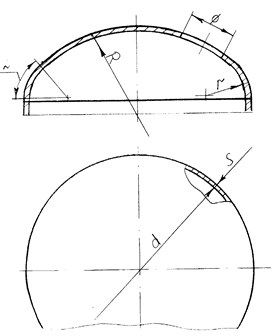 |
рис. 3.10. Эскиз детали.
3.3.1. Анализ технологичности формы и конструктивных элементов детали. ( [ 1 ] , стр. 280-281)
1. Радиусы закруглений у дна должны быть
r ³ (2 ¸ 4) S = (2 ¸ 4)1,5 = 3¸6 мм. В нашем случае R = 40 мм, что удовлетворяет условию.
2. Наименьшие радиусы пробиваемых отверстий должны быть не менее S, то есть 1,5 мм.
3. Расстояние от стенки до края отверстия с ³ r + 0,5S = 40 + 0,75 = 40,75 мм.
Исходя из изложенных ранее технологических требований делаем вывод, что деталь технологична и ее изготавливать возможно методом холодной штамповки.
3.3.2. Определение формы и размеров заготовки. Расход материала. ( [ 1 ] , стр. 284)
Основным правилом для определения размеров заготовок при вытяжке является равенство объемов заготовки и детали, так как в процессе пластической деформации объем металла остается постоянным.
Для определения ширины полосы и шага вырубки необходимо определить наименьшую величину перемычки ([1], стр. 292, табл. 139), при S = 1,5 мм, а = в = 1,4 мм.
Таким образом, можем принять размеры перемычки 1,5 мм для удобства изготовления и простоты расчетов.
Вместо вычисления диаметра заготовки мы разбиваем деталь на элементарные части.
Диаметр заготовки определяем разбив деталь на элементарные части ([1], стр. 92, табл. 31):
1) F1 = p d h = p 2R h = p ´ 2 ´ 270 ´ 30 = 50868 мм2 (3. 30)
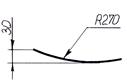
рис. 3.11. Отдельный элемент детали.
2) F2 = p (dL + 2rh) (3. 31)
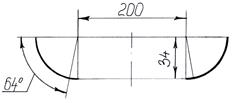
рис. 3.12. Радиусы закруглений дна.
L = 0,017 r a = 0,017 ´ 40 ´ 64 = 43,52 мм, тогда
F2 = p (200 ´ 43,25 + 2 ´ 40 ´ 34) = 35871,36 мм2