Реферат: Технологические требования к конструкции штампованных деталей часть 2
Dп = (355,6 – 1 – 0,1)-0,02 = 354,5-0,02 мм
3.3.5.2. Штамп для пробивки .
Пробивка отверстия диаметром 60+0,74 :
dм = (d + D + Z )+ dм ; dп = ( d – D )- dп (3. 44), (3. 45)
dм = (60 + 0,74 + 0,1 )+0,03 = 60,84+0,03 мм
dп = (60 – 0,74 )-0,02 = 60,74-0,02 мм
3.3.5.3. Штамп для вытяжки.
1) Расчет исполнительных размеров пуансона и матрицы с допуском по внутреннему контуру диаметр 277+1,3 :
dм = (d + Z)+ dм ; dп = d- dп , (3. 46), (3. 47)
где Z – зазор между пуансоном и матрицей ([1], стр. 183), Z = S + d,
где d - верхнее отклонение допуска на величину материала, при S = 1,5 мм, d = 0,15 мм Z = 1,5 + 0,15 = 1,65 мм;
dм – допуск на изготовление матрицы, dм = 0,14;
dп - допуск на изготовление пуансона, dп = 0,09
dм = ( 277 + 1,3)+0,14 ;
dп = 277-0,09
2) Оптимальное значение радиуса закругления вытяжной кромки матрицы ([1], стр. 179), при относительной толщине вытяжки ( S / D ) 100 = 0,42:
rм = 8 S = 8 ´ 1,5 = 12 мм
3.4. Деталь «Пластина».
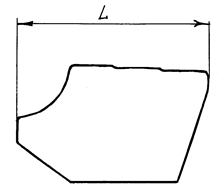 |
?????? ???? ???????? ????????????? ?? ????????? ????? 3, ??????? ????? S = 6 ??.
рис. 3.13. Эскиз детали.
3.4.1. Анализ технологичности формы и конструктивных элементов детали. ( [ 1 ] , стр. 280-281)
Исходя из технологических требований делаем вывод, что деталь технологична и ее изготовление возможно путем холодной штамповки.
3.4.2. Определение формы и размеров заготовки. Расход материала. ( [ 1 ] , стр. 284)
Для определения ширины полосы и шага вырубки необходимо определить наименьшую величину перемычек ([1], стр. 292, табл. 139), при S = 6 мм, а = b= 3,5 мм.
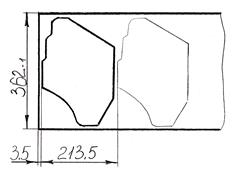
рис.3.14. Раскрой материала.
Исходя из этого ширина полосы определяется по формуле ([1], стр. 296):
В = L + 2 (b + Dш ) + Z, (3. 48)
где Dш – односторонний допуск на ширину полосы ([1], стр. 297, табл. 144), Dш = 3 мм;
Z – гарантийный зазор между направляющими и наибольшей возможной шириной полосы ([1], стр. 297, табл. 143), Z = 1,5 мм