Реферат: Технологические требования к конструкции штампованных деталей часть 2
3.4.5. Конструирование штампов.
3.4.5.1. Штамп для вырубки.
Расчет исполнительных размеров рабочих частей пуансона и матрицы штампа ([1], стр. 407):
Вырубка наружного контура размером L-D:
Lм = ( L - D)+ dм ; Lп = ( L - D - Z)- dп , (3. 54), (3. 55)
где dм – допуск на изготовление матрицы, dм = 0,12 ([1], стр. 409, табл. 194);
dп - допуск на изготовление пуансона, dп = 0,06 ([1], стр. 409, табл. 194);
Z – величина двустороннего зазора, Z = 0,8 мм;
D - допуск на изготовление размера, D = 0,6 мм
Для размера 347-0,6 :
Lм = (347 – 0,6)+0,12 = 209,5+0,12 мм,
Lп = (347 – 0,6 – 0,8)-0,06 = 208,7-0,06 мм
Остальные элементы контура вычисляются аналогично.
3.4.5.2. Штамп для вырубки .
Расчет толщины и ширины матрицы ([1], стр. 407):
Наименьшая толщина вырубной матрицы:
Н = ( 0,15 ¸ 0,22 ) b, (3. 56)
где b – ширина детали
Н = ( 0,15 ¸ 0,22 ) 347 = 52,05 ¸ 76,34 мм
Наименьшая ширина вырубной матрицы:
В = b + ( 3 ¸ 4) Hmin = 347 + ( 3 ¸ 4 ) 52 = 503 ¸ 555 мм. (3. 57)
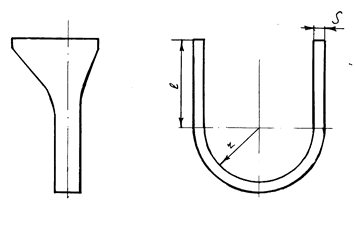
3.5. Деталь «Скоба».
Деталь типа Скоба изготовляется из материала
 |
????
рис. 3.16. Эскиз детали.
3.5.1. Анализ технологичности формы и конструктивных элементов детали. ( [ 1 ] , стр. 280-281)
1. Необходимо избегать сложных конфигураций с узкими и сложными вырезами контура b > 2S = b > 12 мм.
2. Сопряжение в углах внутреннего контура следует выполнять с радиусом закругления r ³ 0,5 S = 3 мм.
3. Радиус гибки должен быть не менее толщины, то-есть 6 мм.