Реферат: Технологические требования к конструкции штампованных деталей часть 2
Выбираем полосу шириной 362-1 мм.
Оценку экономичности производим посредством коэффициента раскроя ([1], стр. 287):
кр = (f n / B h) 100%, (3. 49)
где f – площадь поверхности детали, для определения площади поверхности детали разобьем ее на элементарные части:
f = F – f1 – f2 – f3 – f4 – f5 = 347 ´ 210 – ( 54 ´ 172 ) / 2 - 86 ´ 12 – 84 ´ 6 – ( 100 ´ 100 ) / 2 - ( 98 ´ 70 ) / 2 = 58260 мм2 ;
h – шаг вырубки, h = 210 + 3,5 = 213,5 мм;
В – ширина полосы, В = 362 мм
кр = (58260 ´ 1 / 362 ´ 213,5) 100% = 75,4%
Величина полезного использования металла определяется общим коэффициентом использования ([1], стр. 290) по формуле:
ки = ![]() , (3. 50)
, (3. 50)
где m – количество деталей, полученных из листа,
A ´ C – размеры листа, A ´ C = 1500 ´ 3000 мм, ГОСТ 19903 – 74;
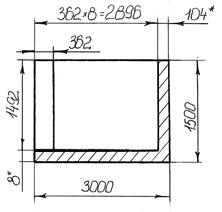
рис. 3.15. Раскрой листа на полосы.
Из листа получаем 8 полос, из полосы получаем 7 деталей.
m =8 ´ 7 = 56 деталей
ки = ![]() = 75,1%
= 75,1%
Так как вырубка из полосы неудобна из-за тяжести полосы будем производить вырубку детали из карточки. Для уменьшения расхода материала будем изготавливать 2 детали из 1 карточки, тогда ширина карточки такая же как ширина полосы 362-1 мм, а длина карточки 2 ´ 210 + 3,5 ´ 3 = 430,5 мм. Принимаем ширину карточки 431-1 мм.
Тогда оценку экономичности производим общим коэффициентом использования:
ки = ![]() , (3. 51)
, (3. 51)
В нашем случае:
1-й вариант
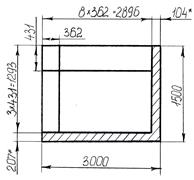
рис. 3.15.а Раскрой листа на полосы.
При резке полосы на карточки остается отход величиной 207 мм , тогда 6 ´ 8 = 48 деталей
2-й вариант
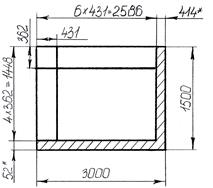
рис. 3.15.б Раскрой листа на полосы.
6 ´ 4 ´ 2 = 48 деталей