Реферат: Технологический процесс изготовления микромодуля этажерочного типа применительно к серийному производству
"Технологический процесс изготовления микромодуля этажерочного типа применительно к серийному производству."
1.Техническая характеристика объекта производства .
Микромодуль этажерочного типа представляет собой набор микроэлементов и перемычек на стандартных микроплатах , собраных в виде этажерки и соединенных между собой проводниками согласно электрической схеме.
В типовом варианте микромодуль заливается эпоксидных компаундом для придания ему механической прочности и защиты микроэлементов от воздействия внешней среды (рис. 1) .
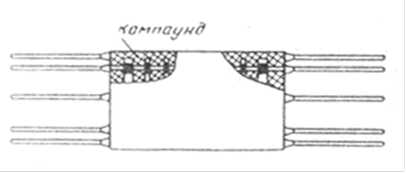
рис. 1
Микроплата предназначена для установки на ней навесных миниатюрных электро– и радиоэлементов , печатных элементов и проводников, осуществляющих соединения элементов внутри микромодуля.
Микроплаты изготовляются из специальной керамики ( имналуид , ультрафарфор) и имеют квадратную форму ( рис. 2) со стороной квадрата 9.6+_ 0.1 мм.
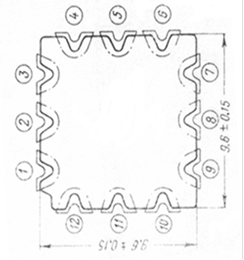
рис. 2
Типовая микроплата имеет толщину 0.35+_0.05 мм .Помимо типовой имеются специальные микроплаты толщиной до 1.1 мм, имеющие различные конструктивные отклонения (пазы , отверстия и т.д.).
Типовая микроплата предназначена для перемычек, печатных и объемных сопротивлений конденсаторов и диодов. На специальной микроплате крепятся тяжелые и объемные элементы : транзисторы в металлическом корпусе, трансформаторы , катушки индуктивности и т.д.
На каждой стороне микроплаты имеется по три металлизированных паза, в которые при сборке впаивают соединительные проводники.
Металлизацию осуществляют серебряными или молибдено-марганцевыми пастами с последующим облуживанием припоем ПОС-61 с добавкой 2-3 % серебра.
Для качественной пайки соединительных проводников лужение проводят на глубину 0.3 – 0.5 мм.
Толщина металлизированного слоя должна составлять не более 0.007 мм на сторону в плоскости и по торцу микроплаты.
В одном из углов микроплаты имеется ключ – прямоугольный вырез диаметром 1.0х0.5 мм для ориентации микроэлементов при сборке микромодуля.
Нумерация пазов микроплаты ведется по периметру от короткой стороны ключа.
Микроплаты должны быть механически прочными и обладать высокими диэлектрическими свойствами. Сопротивление изоляции между соседними пазами в нормальных условиях должно быть не мене 10^10 Ом.
Проводники на микроплатах выполняются методом вжигания серебра. Рекомендуемая ширина проводников 1+_ мм; величина зазора между ними не менее 0.25 мм.
Допустимый ток для проводника на микроплатах – 0.15A при сопротивлении не более 0.1 Ом.
Для механизации и автоматизации сборочных работ микроэлементы располагаются в микромодуле с определенным шагом, равным 0.25n+0.75 где n=1, 2, 3, …
2. Анализ технологичности.
Технологичной называется конструкция которая при минимальной себестоимости наиболее проста в изготовлении.
Технологичная конструкция должна предусматривать:
1. Максимально широкое использование унифицированных
деталей, а также стандартизованных и нормализованных деталей и сборочных единиц.
2. Возможно меньшее количество деталей оригинальной и
сложной формы или различных наименований, и возможно большую повторяемость одноименных деталей.
3. Создание деталей рациональной формы с легко доступными для
обработки поверхностями и достаточной жесткостью с целью уменьшения трудоемкости механической обработки деталей и изготовлении приборов.
4. Рациональным должно быть назначение точности размеров и
класса шероховатости поверхности.
5. Наличие на деталях удобных базирующих поверхностей или
возможность создания вспомогательных баз.
6. Наиболее рациональный способ получения заготовки для деталей
--> ЧИТАТЬ ПОЛНОСТЬЮ <--