Реферат: Технологический процесс изготовления микромодуля этажерочного типа применительно к серийному производству
Заливка под вакуумом обеспечивает больший процент выхода годных микромодулей, а в некоторых случаях, например при использовании микроэлементов типа КМOП крепление которых на микроплате осуществляется с помощью контактола, является единственно возможной. Эксперименты, проведенные в заводских условиях показали, что воздействие на параметры микроэлементов при заливке под вакуумом оказывается меньшим, чем при заливке под давлением. Таким образом, метод заливки под вакуумом предпочтительнее, хотя и является менее производительным.
На микромодули перед заливкой надевают специальные полиамидные насадки с резиновой прокладкой оформляющие торцевые стороны микромодуля и предотвращающие попадание компаунда на выводы. Насадки также смазываются жидкостью ГКЖ-94 или жидким каучуком СКТ.
Микромодули с насадками укладываются в формы для заливки. Формы соединяют с помощью ключа и помещают в термостат на 3 ч при температуре 70 С , после чего в них заливают компаунд . Форма с залитыми микромодулями выдерживается на воздухе до 30 мин , затем помещается в термостат и выдерживается в нем в течении 1.5 ч при температуре 70 С.
После отверждения компаунда форма извлекается из термостата , охлаждается до температуры 30-40 С и разбирается , а насадки с микромодуля снимают. На шлифовальном станке с помощью специального приспособления снимается облой с ребер микромодулей. Фаска при снятии облоя должна быте не более 0.5x45 С. Одна из граней микромодуля ,
неоформленная поверхностью формы , шлифуется на шлифовальном станке при скорости перемещения стола 5-12 м/мин и поперечной подаче шлифовальной бабки за ход стола от 0.2 – 1.0 мм. Шлифованная поверхность лакируется эпоксидным лаком Э-4100 с добавлением полиэтиленполиамина.
Операция визуального контроля.
Проверка микромодулей производится на отсутствие деформации и обрыва выводов, отсутствие царапин и сколов, отсутствие облоя на торцевых поверхностях , инородных вкраплений , выбоин и других дефектов , ухудшающих влагоустойчивость и внешний вид микромодуля.
Проверка геометрических размеров микромодулей производится на часовом проекторе ЧП-2 или калибровочными скобами.
Операция тренировки.
Для микромодулей в связи с возрастанием удельного воздействия температурных, механических и других факторов на микроэлементы характерен резко выраженный период приработки. Это приводит к необходимости введения в технологический процесс операции тренировки, как одного из методов, позволяющих выявить и отбраковать дефектные микромодули. Режим тренировки должен предусматривать воздействие на микромодули тех факторов, которые не снижают качество микромодулей,
а лишь ускоряют выявление скрытых дефектов.
Наибольшее распространение получили термотренировка,
электротренировка , термотоковая тренировка и термоциклирование.
Термотренировка – выдержка при температуре окружающей среды 70С в течении 200 ч. Выбор температуры тренировки обосновывается предельной рабочей температурой германиевых полупроводниковых приборов (73 С).
Время тренировки (200 ч) соответствует примерно времени приработки большинства микромодулей.
Электротермотренировка – выдержка при температуре окружающей среды 70 С в течении 200 ч под электрической нагрузкой , соответствующей рабочему режиму схемы. Электротермотренировка была введена в связи с малой эффективностью термотренировки для некоторых транзисторных схем (наличии отказов после двухсотчасовой термотренировки). Однако требуемое при электротермотренировке сложное и дорогостоящее оборудование (индивидульные стенды, измерительные приборы и т.д.) делает электротермотренировку экономически невыгодной и практически нереализуемой, за исключением отдельных наиболее ответственных типов схем.
Термотоковая тренировка – выдержка при температуре окружающей среды 70 С в течении 200 ч под унифицированной электрической нагрузкой : однополупериодное синусоидальное напряжение 6.3 В или 12.6 В частотой 50 Гц (в зависимости от типа микромодуля). Термотоковая тренировка для транзисторных схем эффективнее термотренировки и в то же время не требует сложного оборудования. Герметизированные и прошедшие термотренировку микромодули проверяют на соответствие техническим условиям. Наиболее рационально начинать контроль микромодулей с проверки на функционирование по наличию сигналов на выходе микромодуля без измерения их параметров. Это позволит сразу же отбраковать микромодули, в которых в процессе сборки, герметизации и термотренировки вышли из строя микроэлементы или имеются нарушения монтажных соединений. Однако единственным надежным методом оценки качества микромодулей является контроль по выходным параметрам, который позволяет учесть влияние всех звеньев технологического процесса и качество микроэлементов.
Операция контроля технических параметров.
Контроль технических параметров можно проводить с помощью стандартных измерительных средств полуавтоматически с помощью специальных установок. В серийном производстве применяется полуавтоматический агрегат контроля микромодулей по электрическим параметрам с разбраковкой изделий на две группы: “Годен”, “Брак”.
Оценка качества импульсных и линейных схем на агрегате производится по следующим параметрам : амплитуде, длительности и переднему фронту импульсов, частоте повторения, полосе пропускания и сбоям триггеров.
На рис.35 показана функциональная блок – схема агрегата контроля.
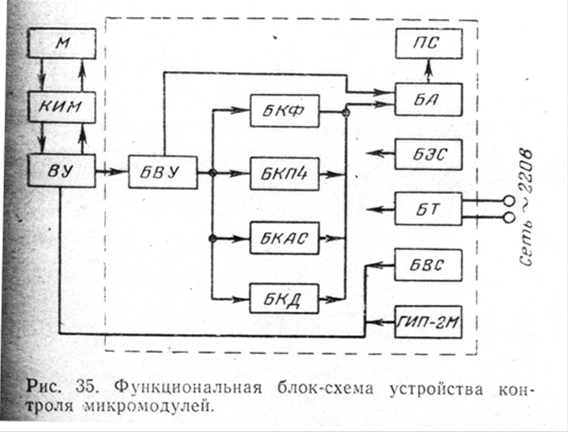
Контактирующий и исполнительный механизм (КИМ) служит для подключения микромодуля (М) к соответствующим блокам контрольно-измерительной аппаратуры, выдачи команд и реализации результатов контроля. Входное устройство (ВУ) предназначено для подачи на контролируемый микромодуль напряжений питания и входных сигналов, а также для согласования выхода микромодульной схемы с блоком входного усилителя (БВУ).
Блок входного усилителя служит для усиления входных сигналов, необходимых для нормальной работы блоков контроля: блока контроля переднего фронта импульсов (БКФ), блока контроля полосы пропускания и частоты следования контролируемых сигналов (БКПУ), блока контроля амплитуды контролируемых сигналов и сбоев триггеров (БКАС), блока контроля длительности импульсов. В блоке автоматики (БА) сигналы с блоков контроля суммируется и результирующий сигнал при забракованном изделии поступает на счетчик годных изделий.
6. Планировка участка.
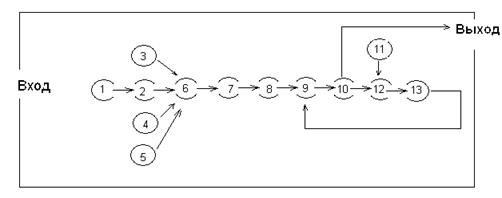
Автоматизированная линия строится по следующему принципу. Микроэлементы, после того как прошли операцию входного контроля (1) ,
В строго ориентированном положении с определенным шагом укладываются
Между двумя лентами из полихлорвинила, которые свариваются между собой по периметру вокруг каждого микроэлемента, причем в одну ленту упаковываются микроэлементы только одного типа, номинала и цоколевки. Каждая лента змейкой укладывается в свой канал питания (по числу микроэлементов в микромодуле). После запуска автомата лента расходится и микроэлементы каждый по своему каналу в ориентированном положении поступают в сборник автомата сборки , который переносит собранный пакет микроэлементов на позицию пайки пакета. Далее осуществляется пайка и разрезка соединительных проводников согласно схеме раскладки микромодуля. Контроль микромодулей в процессе изготовления обычно производится дважды – до и после герметизации. В первом случае производится проверка входящих микроэлементов, правильность сборки пакета микроэлементов, соединительных проводников, качества пайки , а также проверка на соответствие техническим требованиям по электрическим параметрам.
После герметизации изделие вновь проверяется на соответствие техническим требованиям по выходным электрическим параметрам.
Процесс заливки микромодулей эпоксидным компаундом трудно интенсифицировать, так как он связан с длительным приготовленимем заливочного состава, требует тщательного смешивания исходных компонентов, охлаждения и вакуумирования смеси. Кроме того, приготовленный состав имеет ограниченный срок хранения : после заливки изделий в формах в течении не менее 1ч проходит процесс полимеризации.
Подготовленные к заливке формы подают на установку заливки, которая периодически работает в двух режимах: режим приготовления заливочного состава на 8-10 заливок и режим заливки.
Пока в установке готовится заливочный состав, на ее входе накапливается нужное количество форм с микромодулями.