Реферат: Технологический процесс изготовления микромодуля этажерочного типа применительно к серийному производству
Программный механизм в соответствии с предварительно набранной программой при помощи электронных реле времени обеспечивает индивидуальное время пайки микроплат с различным теплоотводом.
Испытания, проведенные рядом предприятий, показали повышенную надежность паяных соединений микромодулей, собранных по методу селективной пайки, по сравнению с паяными соединениями микромодулей, собранных другими методами.
При этом требования к микромодулям должны быть следующими:
· В пазах собранного микромодуля не должно быть трещин между проводом и припоем паза;
· Не должно быть отслоения припоя от керамики плат и провод должен быть хорошо смочен припоем;
· Перекос микроплат не должен приводить к уменьшению зазора между соседними микроэлементами.
Операция резки выводов.
Для образования заданной электрической схемы микромодуля необходимо разрезать некоторые проводники в отдельных интервалах между микроэлементами.
Существенных технологических трудностей эта операция не вызывает, однако следует иметь в виду, что метод разрезки и конструкция инструмента должны быть выбраны с таким расчетом , чтобы при разрезке не нагружались рядом расположенные места пайки и вследствие этого не происходило нарушение паяных соединений проводников с микроэлементами.
На (рис.28) показана схема разрезки микромодульных соединительных проводников. При движении подвижных ножей 1 копир 2 вперед происходит разрезка, а отходы остаются между неподвижными ножами 3. При движении назад происходит выталкивание отходов.
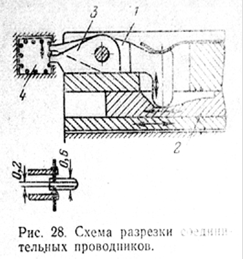
Микромодуль 4 при разрезке должен иметь некоторую подвижность для самоустановки, чтобы не произошло отрыва проводника от места пайки.
После разрезки соединительных проводников производится обрезка выводов и подрезка ключевых выводов.
Контроль производится в специальном контактирующем устройстве, подсоединяемом к измерительному стенду или контрольно – измерительной стойке.
Операция приготовление компаунда.
Состав компаунда ЭК-16Б в частях по массе:
1. Смола эпоксидная ЭД-5 100
2. Трикрезилфосфат 20
3. Кварц пылевидный 40
4. Слюда молотая 20
5. Сажа турбулентная 0.2
6. Полиэтиленполиамин 16
Для приготовления компаунда пылевидный кварц прокаливается в муфельной печи при температуре 850 С в течении 2-3 ч и просеивается . Слюда и сажа сушатся в термостате при температуре 150 С в течении 2 ч и также просеиваются . Все компоненты компаунда взвешиваются , прогреваются в течение 3ч при температуре 100 С и загружаются (кроме отвердителя) в фарфоровые барабаны , предварительно наполненные на 1/3 объема фарфоровыми шарами. Перемешивание композиции производится в течение 3 ч при частоте вращения барабанов 60-70 об/мин, затем
cмесь вакуумируется и охлаждается до температуры 35-40С . После охлаждения в смесь вводится требуемое количество полиэтиленполиамина и смесь вновь вакуумируется в вакуумном шкафу в течение 5-7 мин при температуре 40 С.
Приготовленный таким образом компаунд готов для заливки. Следует отметить, что жизнеспособность компаунда 30 мин, поэтому его готовят в количествах, необходимых для работы лишь в данный момент времени.
Перед заливкой формы проходят специальную подготовку. Детали форм очищают от остатков компаунда, протирают сухой бязью. На рабочие поверхности формы и каналы наносится тонкий слой антиадгезионной смазки (гидрофобизирующая жидкость ГКЖ-94).
После сборки формы она прогревается в течении 2 часов при температуре 115 С, охлаждается до 30-40 С , разбирается и протирается марлевым тампоном.
Операция r ерметизации .
Поскольку вакуумплотная герметизация микромодулей с помощью металла, стекла и керамики сложна , экономически целесообразной следует признать герметизацию с помощью органических диэлектриков.
Учитывая адгезионные свойства, технологичность и допустимую температуру полимеризации +70 С (допустимая температура термостойкости полупроводниковых микроэлементов +80 С), для герметизации может быть выбран эпоксидный компаунд ЭК-16Б. Компаунд ЭК-16Б обладает минимальным воздействием на параметры микроэлементов по сравнению с другими компаундами. Заливку микромодулей эпоксидным компаундом ЭК-16Б осуществляют методом заливки под вакуумом в открытой форме.
Форма для заливки(рис.33) представляет собой полностью разборную конструкцию с высоким классом чистоты обработки оформляющих поверхностей.
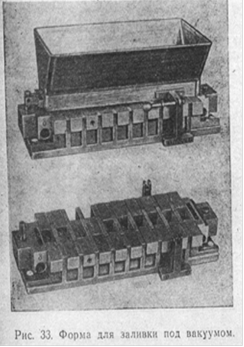
В матрицу вставляются сухарики, устанавливающие размеры микромодуля в диапазоне от 12 до 25 мм, имеющие 12 отверстий с тонкой стенкой для предотвращения заливки компаундом соединительных проводников.