Реферат: Технологический процесс изготовления микромодуля этажерочного типа применительно к серийному производству
200-300
300-350
350-400
400-550
550-700
700-800
По достижению 800 C печь выключают и охлаждают детали вместе с печью до 60 С.
Качество вжигания серебра проверяется визуально. Недопустимо наличие чешуйчатости и стягивания серебра в капли. Сопротивление каждого проводника проверяется мостом постоянного тока (не должно превышать 0.1 Ом) и подвергается испытанию на пятикратную перегрузку током 2.5A в течении 5-10 сек.
Операция лужения проводников.
Микроплаты с нанесенными проводниками облуживают для уменьшения сопротивления печатных проводников и для уменьшения времени пайки соединительных проводников с пазами микроплат. Облуживание производится, как правило, с помощью вибропинцета с пружинным зажимом. Амплитуда колебаний вибропинцета устанавливается автотрансформатором в пределах 0.005 – 0.1 мм. Правильность выбора амплитуды определяется по отсутствию сосулек и наплывов в пазах микроплат. Процесс облуживания протекает следующим образом : Вибропинцет с микроплатой на 0.3-0.5 cек. погружают в флюс ТС-1 и затем быстро переносят к тиглю с припоем ПОС-61 с 3% - ной добавкой серебра. Микроплату в припой погружают на 0.3-0.5 сек и плавно извлекают из припоя вертикально вверх. Во избежании растворения в расплавленном припое серебряного покрытия пазов и проводников не допускается выдержка более 2 сек. Облуженные микроплаты промывают в спирте-ректификате и сушат на воздухе.
Операция лужения проволоки.
Для соединительных проводников в этажерочных микромодулях применяется медный провод марки ММ или МТ диаметром 0.38 мм. Провод перед сборкой облуживают. Толщина слоя припоя 20-30 мкм. Таким образов, диаметр облуженного проводника 0.4+_0.001 мм. Для получения заданной толщины припоя на проводе применяется принцип принудительного формирования с одновременным охлаждением формирующей фильеры сжатым воздухом. Обезжиренный провод, намотанный на питающую катушку 1,пропускается через ванну с флюсом 2 , ванну с припоем 3 , формирующую фильеру 4 , механизм подачи провода 5 и закрепляется на катушке 6 (рис.23). Прибор с автоматическим регулированием поддерживает температуру ванны припоя в предех 250-260 С.
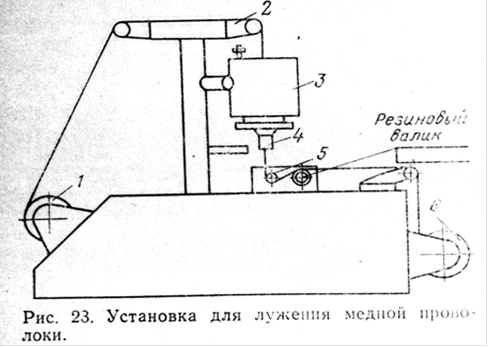
Двигатель приводит в движение механизм протяжки провода. Регулировка скорости лужения производится автотрансформатором. Во избежании растворения провода в припое и обрыва остановка движения провода не допускается. Внутренний диаметр формирующей фильеры, изготовленной из титанового сплава, равен окончательному диаметру облуженой проволоки с учетом необходимого наращенного слоя. Попадая в фильеру, припой по мере прохождения по длине формирующего канала вместе с проводом охлаждается и затвердевает. Режим лужения, обеспечивающий получения на проводнике слоя припоя заданной толщины без наплывов и утолщений подбирается регулированием скорости движения проволоки через фильеру и расходом воздуха через воздухопровод, охлаждающий фильеру и провод.
Толщина лужения проволоки контролируется микрометром в процессе лужения без остановки движения провода. Сопротивление облуженого провода должно быть менее 0.16 ом/м, ток по проводнику – не более 0.5 А. Срок хранения луженого провода перед сборкой не более 15 суток. В некоторых случаях для увеличения срока хранения провод после лужения покрывается антикоррозионным флюсом ФПП.
Операция сборки.
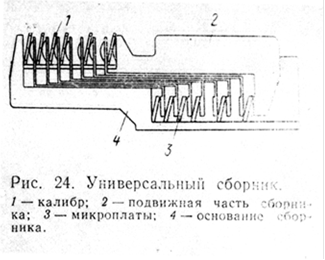
Для сборки микроэлементов в пакет применяют различного вида универсальные и специальные сборники.
В универсальном сборнике (рис. 24) в копирную часть вставляются калиброванные плитки. Тем самым в приемной части образуются выемки, соответствующие высоте микроэлементов.
Специальные сборники или гребенки набираются из пластин различной толщины согласно карте сборки, толщине микроплаты и высоте микроэлемента. При развороте вокруг эксцентрично расположенной оси на 180 градусов пластины образуют пазы для установки микроэлементов и микроплат. Поскольку операция набора такой гребенки трудоемкая, целесообразно иметь комплект гребенок под каждый тип микромодуля.
Калибровочные плитки и пластинки сборников и гребенок изготовляют из материалов с хорошим теплоотводом.
Микроэлементы устанавливают в пазы специальной гребенки или в приемную часть универсальной гребенки с помощью пинцета в ориентированном положении по ключу согласно карте сборки.
Проводники с питающего устройства в натянутом состоянии тем или иным способом в зависимости от применяемого приспособления или установки протягивают ориентированно над пазами микроэлементов, к которым затем прижимаются специальным прижимом или нагревательным элементов.
Операция пайки.
Основным условием, обеспечивающим качественную и надежную пайку соединительных проводников к микроэлементам, является:
Наличие во всех пазах микроэлементов дозированного количества неокисленного припоя, использование свежелуженных неокисленных проводников и строгое соблюдение режимов пайки. Особенно важное значение имеет выбор способа нагрева и температурный режим. Нагрев, с одной стороны , должен быть достаточным для того, чтобы расплавить припой как в пазах микроэлемента , так и на самом проводнике , а с другой стороны , температура нагрева и его длительность не должны приводить к перегрева самих микроэлементов выше 70-80 С во избежание необратимого изменения их электрических параметров.
Экспериментально было определено, что для получения надежного паяного соединения толщина слоя припоя на соединительном проводнике должна составлять 15-20 мкм, а высота заполнения паза припоем на микроплате 0.3-0.5 мм.
С точки зрения качества пайки и минимального теплового воздействия на микроэлементы наилучшим является метод селективной пайки в среде инертного газа (рис.25).
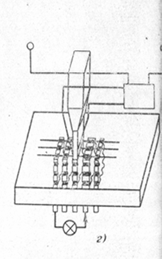
рис. 25
Пайка в этом случае производится нагревателем, причем нагреватель имеет форму и размеры, соответствующие боковой стороне микроэлемента. Это позволяет устанавливать режимы пайки для отдельных микроплат, имеющих различные условия теплоотвода.
Другим преимуществом данного метода является введение защитной среды в зону пайки. Роль защитной среды сводится к уменьшению парциального давления кислорода и влажности в системе, где происходит пайка, для исключения роста окисной пленки, препятствующей слиянию припоя паза микроплаты и припоя проводника. В качестве защитной среды применяется аргон, пропускаемый со скоростью истечения до 3л/мин при давлении на входе системы 0.5 ат.
Проверка качества пайки на прочность шва, определяемого по формуле:
P=G*d*h*p/2
Где G- удельная прочность припоя ПОС-61 г/мм кв. d- диаметр соединительных проводников, мм. h- толщина микроплаты с серебром и припоем, показала , что температура , устанавливаемая на терморегуляторе установки для пайки , может быть рекомендована в пределах 200-400 С , причем температура 380 С , как показал опыт работы , является оптимальной для пайки микроплат различных толщины (при соответствующем времени пайки.)