Дипломная работа: Обработка металла давлением
1) между плоскими плитами (рисунок 1.3а);
2) между плоской и кольцевой плитами (рисунок 1.3б);
3) между двумя кольцевыми плитами (рисунок 1.3в).
Каждый из этих способов имеет различный характер распределения нормальных напряжений, различную степень неравномерности напряженного и деформированного состояния, предельную степень деформации и величину сопротивления деформации.
Различный характер деформации этих трех схем осадки может быть охарактеризован различным коэффициентом торможения, представляющим собой отношение поверхности трения (контакта с инструментом) к поверхности свободного истечения [39]
![]()
Чем больше поверхность трения, тем выше коэффициент торможения, а следовательно, тем затруднено течение металла и тем больше требуемое усилие.
Коэффициент торможения больше для первой схемы осадки и меньше для третьей. Осадка между плоскими плитами допускает меньшую степень деформации, чем осадка кольцевыми плитами.

Рисунок 1.3. Основные схемы осадки
Степень деформации при осадке определяется отношением [39]
![]()

где Н 0 и Н к – начальная и конечная высота заготовки в ![]() .
.
Основным инструментом для осадки являются осадочные плиты. Осадочные плиты применяются только на прессах (рисунок 1.4). Верхняя плоская осадочная плита показана на рисунке 1.4а, а нижняя на рисунке 1.4б. Верхняя и нижняя сферические плиты для осадки с хвостовиком крупных слитков показана на рисунке 1.4в, г. На рисунке 1.4д представлена нижняя осадочная плита для мелких слитков. Плита снабжена рычагами для кантовки на 900 [44].

Рисунок 1.4. Осадочные плиты
1.2 Осадка цилиндрических заготовок
Экспериментально-теоретические решения задачи по определению приближенного соотношения между удлинением и уширением при осадке даны И.Я. Тарновским [52,53].
Напряженное состояние металла при осадке цилиндрических заготовок на плоских плитах определяется, прежде всего, условиями внешнего трения и фактором формы заготовки ![]() или
или ![]() (отношение высоты к диаметру) и фактором тонкостенности заготовки S/H (отношение толщины к высоте), которые в совокупности определяют граничные условия.
(отношение высоты к диаметру) и фактором тонкостенности заготовки S/H (отношение толщины к высоте), которые в совокупности определяют граничные условия.
При отсутствии сил внешнего трения или при очень малой или величине напряженное состояние металла при осадке характеризуется схемой линейного сжатия (рисунок 1.5а) или близкой к нему и не зависит от фактора формы заготовки.
При наличии внешнего трения схема напряжений в различных участках объема поковки неодинакова. При этом она сильно изменяется от формы заготовки (рисунок 1.5б, в).
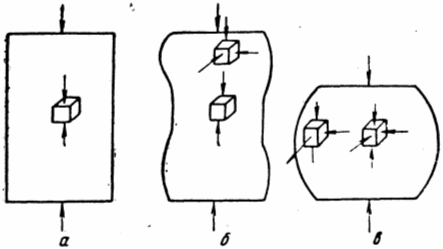
Рисунок 1.5. Схемы напряжений при осадке цилиндрических заготовок:
а – равномерная осадка; б – неравномерная осадка при  ; в – то же при
; в – то же при 
Схема объемного сжатия появляется в результате действия сил внешнего трения. Однако при осадке высоких заготовок действие сил внешнего трения в соответствии с принципом Сен-Венана затухает по мере удаления от контактных поверхностей. Эти объясняется тот факт, что при осадке высоких заготовок в середине высоты заготовки имеется схема линейного напряженного состояния. При осадке низких заготовок почти весь объем поковки находится под действием всестороннего неравномерного сжатия. При этом, чем меньше высота заготовки по отношению к диаметру, тем более резко выражена схема объемного сжатия и тем больше абсолютная величина среднего гидростатического давления.
Изменение граничных условий, сопровождаемое изменением напряженного и деформированного состояния, подтверждает целесообразность разделительного анализа деформации цилиндрических заготовок с различным соотношением ![]() , а именно:
, а именно:
1.Высокие заготовки при ![]() > 1,5-2. Отличительной особенностью процесса осадки таких цилиндров является двойное бочкообразование при отсутствии смазки.
> 1,5-2. Отличительной особенностью процесса осадки таких цилиндров является двойное бочкообразование при отсутствии смазки.
2.Заготовки умеренной высоты при 0,3-0,4 < ![]() < 1,5-2. Для этих заготовок характерно одинарное бочкообразование. При осадке на сухих шероховатых плитах почти вся контактная поверхность представляет собой зону прилипания.
< 1,5-2. Для этих заготовок характерно одинарное бочкообразование. При осадке на сухих шероховатых плитах почти вся контактная поверхность представляет собой зону прилипания.
3.Низкие заготовки при ![]() < 0,3-0,4. При осадке на сухих шероховатых плитах в этом случае также имеет одинарное бочкообразование. Однако на значительной части контактной поверхности развивается скольжение, а у очень тонких цилиндров скольжение практически охватывает всю контактную поверхность.
< 0,3-0,4. При осадке на сухих шероховатых плитах в этом случае также имеет одинарное бочкообразование. Однако на значительной части контактной поверхности развивается скольжение, а у очень тонких цилиндров скольжение практически охватывает всю контактную поверхность.
Из работы Л.А. Шофмана [67,68] следует, что траектория перемещение любой точки при однородном сжатии представляет собой ветвь кубической гиперболы, уравнение которой